Rob Budny, President, RBB Engineering
Richard Brooks, Manager of Wind Energy Aftermarket, Timken Co.
Editor’s note: This article is based on a webcast presented on November 2 and is available for replay here: https://goo.gl/KGglfR
Real world examples of an analyses of two bearings in wind turbine gearboxes provide insight as to why some bearings last longer than others. For the case studies here, a wind turbine OEM built about 500 multi-megawatt units of a particular model. About six years ago, some of 500 turbines were less than a year old and some a bit older. The oldest, the fleet leader, was six years at the time of the study. The model’s gearbox used intermediate bearings from two suppliers. We’ll call them supplier A and supplier B. They also used main bearings from two suppliers, call them supplier C and supplier D.
The main bearing was integrated into the gearbox. Of the main bearings, half came from supplier C and half from supplier D. Fortunately for the study, the end result involved a large population of over 500 turbines. Half of the intermediate bearings came from one supplier.
It might surprise some that the reliability of the bearings turned out to be very different. There were high rates of failures in some of the intermediate bearings and some of the main bearings. Those failure rates kicked off a root cause analysis – an RCA.
The intermediate bearings
 The intermediate bearings were NJ2334. That’s an ISO designation and a standard catalog bearing. In theory you could buy that bearing from just about any of the main manufacturers. The vendor A and the vendor B bearings were nearly identical.
The intermediate bearings were NJ2334. That’s an ISO designation and a standard catalog bearing. In theory you could buy that bearing from just about any of the main manufacturers. The vendor A and the vendor B bearings were nearly identical.
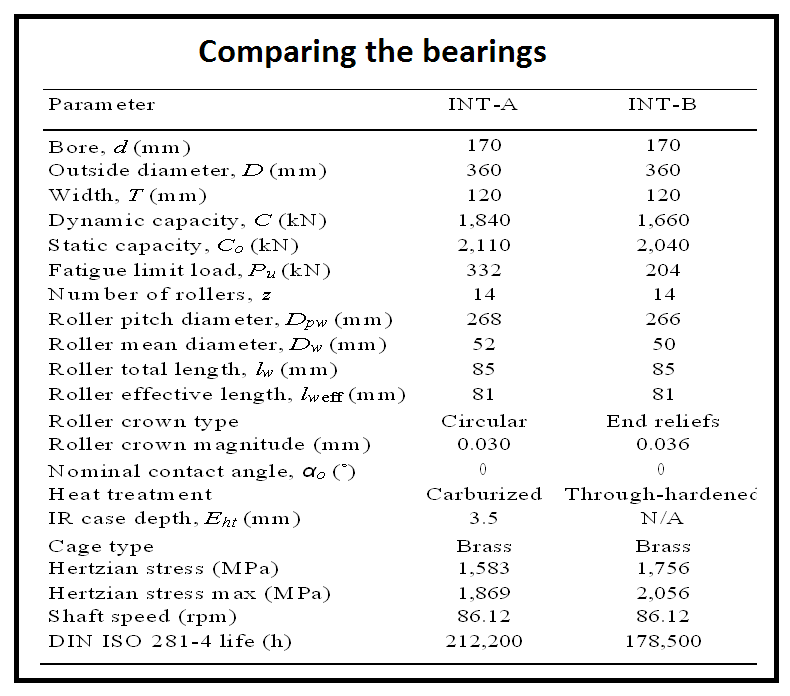
The accompanying table shows some of the pertinent design data of the two bearings. Notice that the inner diameters are the same and the outer diameter are the same. The number of rollers are identical. The roller diameter is the same, as are roller lengths. So in almost every respect, vendor A bearings are identical to vendor B bearings.
The one area where they differed was their heat treatment. Vendor A bearings were case carburized while vendor B bearings were through hardened.
However, gearboxes with vendor A bearings (case carburized) experienced only one failure. That failure rate was much less than 1%. Gearboxes with vendor B bearings (through hardened) had a failure rate of 16% with a mean time to failure of 27,200 hours. As part of the RCA, we wanted to dig in and understand the differences in the bearings that provided the reliability benefits for vendor A bearings.
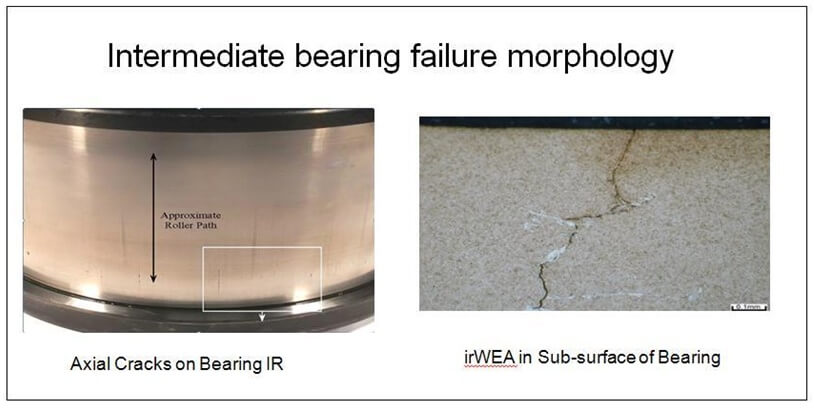
The image on the right shows a cross-section through the bearing ring. This shows what’s called an irWEA or an irregular white etch area. This is a tell tale structure associated with this white etch crack failure.
Consider this failure morphology or what the failure looked like. In the case of the intermediate bearings, the crack such as the one in the accompanying image, which has been so pervasive. This is the single leading cause of wind turbine gearbox failure, this axial crack failure mode. It is almost always visible (on the left) on tear down.
The image on the right shows a cross-section through the bearing ring. This shows what’s called an irWEA or an irregular white etch area. This is a tell tale structure associated with this white etch crack failure.
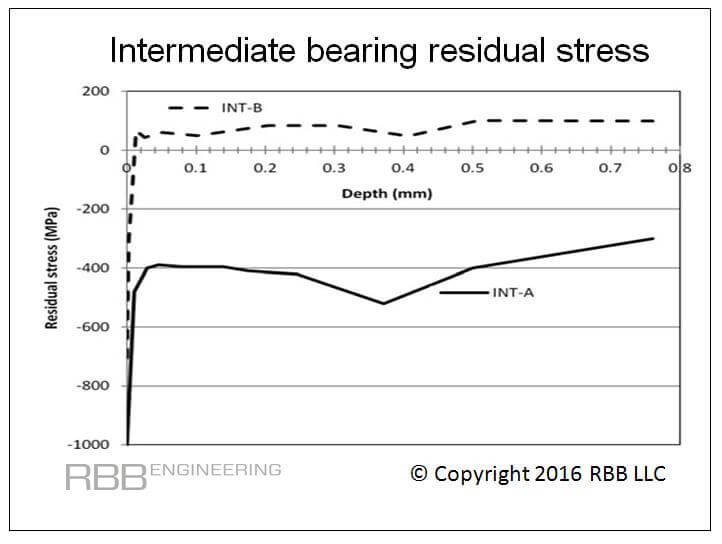
We also examined the residual stress present in each. The dark curve on the slide shows the residual stress in the bearing ring of the case carburized bearing while the dashed line shows the residual stress into the death of the bearing ring for the through-hardened bearing. At the surface of the ring, both bearings had a compressive residual stress. That’s an artifact of the grinding process, but look just below the surface and analysis shows that the case carburized bearing has a relatively large compressive residual stress. That stress acts to keep cracks closed and provides a reliability benefit.
The through hardened bearing, however, had little if any compressive residual stress other than at the surface. That was one of the significant differences we found between the two bearings. Another attribute we looked at was the level of retained austenite. The bearings don’t have a single microstructure, they are different, primarily in terms of martensite and austenite.
In the case of the intermediate bearing from manufacturer A, an accompanying graph, Intermediate bearing residual stress, shows the percent of retained austenite from the surface into the bearing material. You can see there are high levels of retained austenite, greater than 30% at the surface and dropping to about 25% at one millimeter into the surface. The through-hardened bearing however had essentially no retained austenite. There is a big difference in the microstructure between the two bearings.
To summarize, the data showed that the case-carburized bearings were many times more reliable than through-hardened versions. The case carburized bearings had a beneficial residual compressive stress in the subsurface that the through-hardened bearings did not.
Compressive residual stress works to keep cracks closed and inhibits cracks from forming in the first place.
Compressive residual stress acts to keep cracks closed and inhibits cracks from forming in the first place. If cracks do develop, the compressive residual stress prevents them from progressing or it will delay their progression.
We found that case-carburized bearing had a significant amount of retained austenite, greater than 25%, while the through hardened bearings had almost none. Retained austenite is a little softer than the martensite, but it also provides a higher fracture toughness and provides some fatigue resistance as well.
The main bearing study
As before, there are two bearing vendors we’ll call C and D. Again, their bearings were dimensionally similar. As before, identical IDs and ODs, and the same number of rollers. In this case, both bearings were case carburized. Other similarities included the heat treatment process. The significant differences were in the metallurgy.

Failures originated on the inner ring of the bearing. In this case, severe macropitting, or spallation appears on the bearing’s inner ring.
The gearbox with vendor C bearings had absolutely no failures. Gearboxes with vendor D bearings, however, suffered a 16% failure rate with a mean time to failure of 26,690 hours.
Details of the failure morphology revealed more. An accompanying image shows the inner ring of the bearing. Again. the failures originated on the inner ring of the bearing. In this case, some severe macropitting, or spallation as bearing people like to say, appears on the bearing’s inner ring. A cross section through the bearing’s subsection reveals the irregular white etch area, a structure associated with this cracking failure mode.
The residual stress of the two bearings showed a similar residual stress profile and again, the surface of the bearing has high compressive residual stress. That’s a result of grinding. Going into the depth of the bearing shows that both have significant compressive residual stresses. But once below about one millimeter, the magnitude of the compressive residual stress changes.
The location at which cracks would start is less than one-millimeter deep. The bearings were relatively equivalent in terms of the compressive residual stress. So that was not responsible for the difference in reliability.
Next, we looked at the levels of retained austenite and there found a marked difference. The vendor C bearing, which had no failures, had 20% retained austenite at the surface increasing to about 25% below the surface. The other bearing, also case carburized, had about 12% retained austenite at the surface increasing to about a maximum of 17%.
To summarize, both main bearings were case carburized, but had different metallurgical properties. The residual stress distribution was similar in each. However, the vendor C bearing, the more reliable bearing, had no failures and considerably higher levels of retained austenite, in excess of 25%. Vendor D bearings had a 16% failure rate. It is important to recognize that the data presented comes from actual field experience – from wind turbine gearboxes – not analytical predictions and not benchtop testing.
The data showed that case-carburized bearings were more resistant to actual crack failures than through-hardened bearings. Again the actual, crack-failure mode is the leading cause of wind turbine gearbox failure. We saw that case carburized bearings benefit from the presence of a compressive residual stress which provides increased fatigue resistance. Again, the compressive stress tends to keep cracks closed. Furthermore, it prevents cracks from growing and from developing in the first place.
We also saw that higher levels of retained austenite, greater than 25%, appear to provide protection against these failures. We also saw that not all case carburizing processes provide the same metallurgical properties. In the case of the main bearings, both were case carburized but had significantly different rates of reliability. Also, there are significant differences in the levels of retained austenite between the two bearings.
The differences in the heat treatment process can have a large effect on bearing reliability. Two bearings that are almost identical in every respect, the details of the heat treatment process can have a huge impact on the reliability of the bearings.
Case carburized versus through hardened
 Here we present a few more details on the differences between case carburized and through-hardened bearings. There are other heat treatment methods, but the important ones for this discussion are case carburized and through hardened.
Here we present a few more details on the differences between case carburized and through-hardened bearings. There are other heat treatment methods, but the important ones for this discussion are case carburized and through hardened.
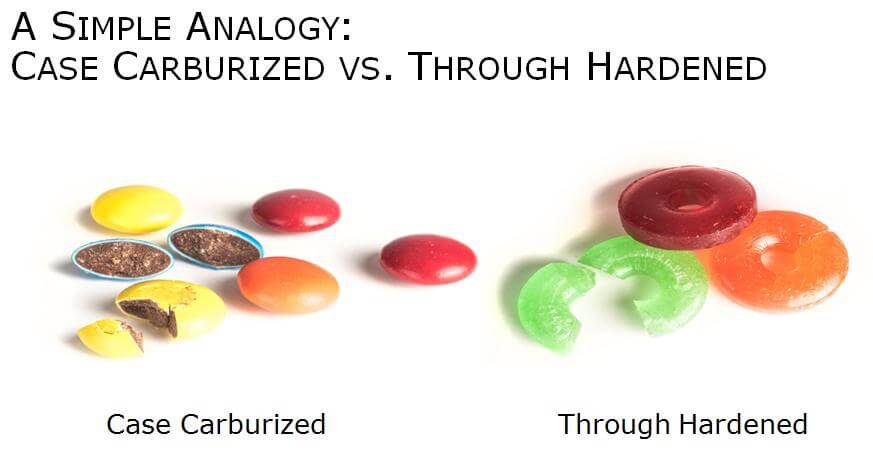
Consider a simple analogy of candies to picture the differences in these two heat treatments. Think of case carburized bearings as a chocolate coated candy with a hard shell. If it takes a hit, it may fracture, but not all the way through. A hard shell and soft core lets it absorb impacts.
A through-hardened bearing is like traditional hard candy. It’s brittle. If it takes an impact, it’s going to break all the way through. It’s not a perfect analogy, but it’s a good way to start. How does that actually apply here?
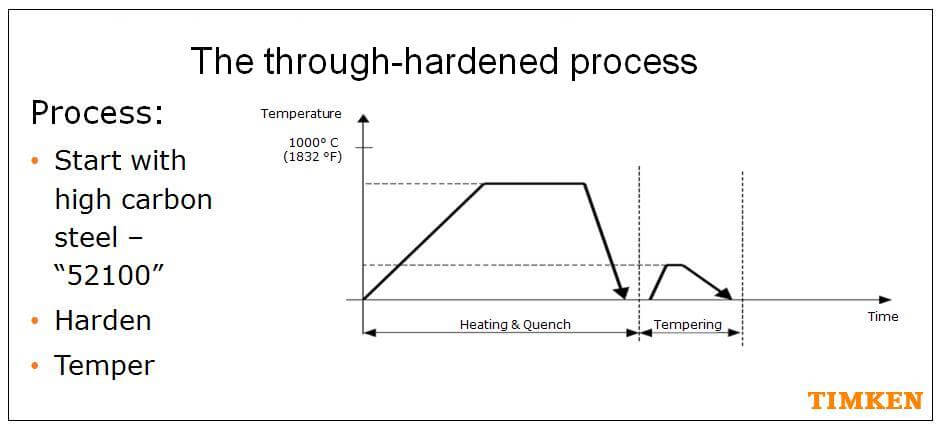
The process to make a through-hardened bearing starts with a high-carbon steel, such as 52100, and essentially takes two steps, although there are variations.
Case carburized provides a hard case on the outside but leaves the core relatively softer. This gives the benefits of shock and debris resistance to application. It also provides resistance to white etch area formation and the useful compressive residual stresses.
The through-hardened bearing, on the other hand, will have the same hardness all the way through its cross-section. There are benefits to that, such as higher operating temperatures, which is important in some applications. Through hardening is also a simpler process, and therefore results in a lower cost to manufacture.
The process to make through-hardened bearings starts with a high-carbon steel, such as 52100, and essentially takes two steps, although there are variations. Step one heats the bearing to harden it, followed by a quench. Step two is a secondary heating process to a lower temperature which tempers the material. You can see kind of the temperature on the Y axis of the graph, The through hardened process, up to about an 800°C and time on the X axis, the time it takes to do the process.
The case-carburized process starts with a lower carbon steel, such as 8620, and involves three steps. In a nutshell, carburizing the steel injects carbon into the heated atmosphere that is close to 1,000ºC, and then quenching the steel. A second heating period will harden the material, and then a third heating process tempers it. Overall carburizing is a much longer process with three separate heatings.
So what are the benefits of case carburizing, and why are they wanted in an application? Probably number one: Carburizing gives much better wear resistance. The surface is able to handle wear much better. A case-carburized bearing will be resistant to cracks from just the conventional loads as well as shock loads. The material will have compressive residual stresses which will prevent or at least inhibit crack formation or their propagation. The physics of the situation actually fight against those cracks growing.
 Then it’s also going to be much more resistant to debris and contamination in the system, which as we know enough is the case in wind turbine gearboxes. For instance, there will be metal pieces from the run in period and just from normal operation. A case carburized bearing will be much more resistant to the effects of the contamination.
Then it’s also going to be much more resistant to debris and contamination in the system, which as we know enough is the case in wind turbine gearboxes. For instance, there will be metal pieces from the run in period and just from normal operation. A case carburized bearing will be much more resistant to the effects of the contamination.
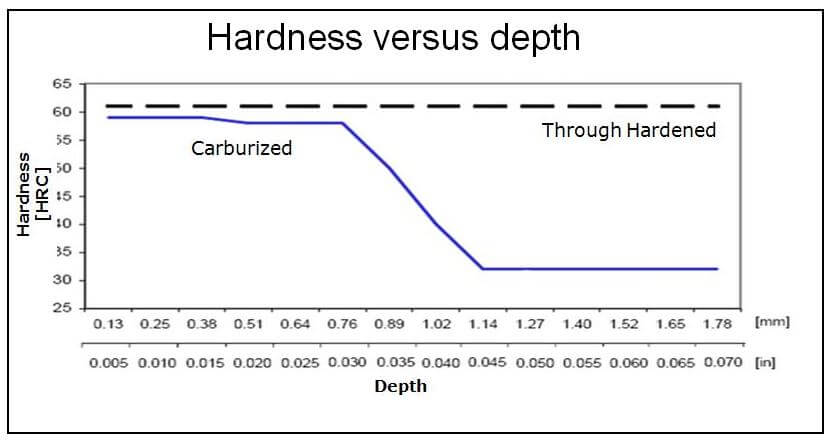
The chart, Hardness versus depth, shows hardness on the Y axis and the case depth in millimeters on the X axis. Generally speaking, a through hardened bearing will be pretty hard all the way through. It’s going to have the same hardness a little north of 60 Rockwell all the way through. Whereas, through the carburized material will have that same hardness or close to it at the surface, but then it’s going to fall off quite a bit and have a much softer core.
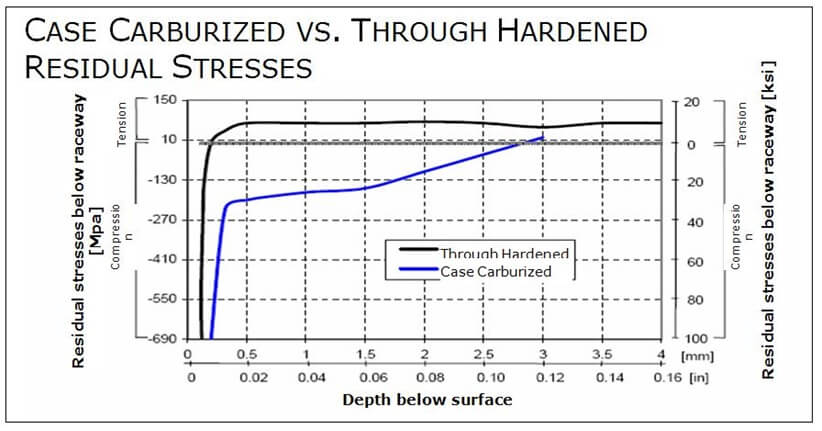 The graph, Case carburized versus through hardened, shows the residual stresses below the surface on the Y axis and then the depth below the surface on the X axis. Comparing the two graphs shows that case carburized has a much greater residual compressive residual stresses. Whereas the through hardened has tensile stresses.
The graph, Case carburized versus through hardened, shows the residual stresses below the surface on the Y axis and then the depth below the surface on the X axis. Comparing the two graphs shows that case carburized has a much greater residual compressive residual stresses. Whereas the through hardened has tensile stresses.
What does that mean for bearing life? The illustration, Relative life in hard conditions, shows normalized life. The chart, based upon thousands of tests run in sterile laboratory conditions over many years, gives a good idea of actual performance differences. The left side shows normalize life of a case carburized (CC) bearing and a through-hardened bearing (TH) operating in thin lube film conditions. That is, conditions without a sufficient separation between the contacting surfaces. The equivalent through hardened bearing has a life of about 0.6, which is a significant fall off in life.
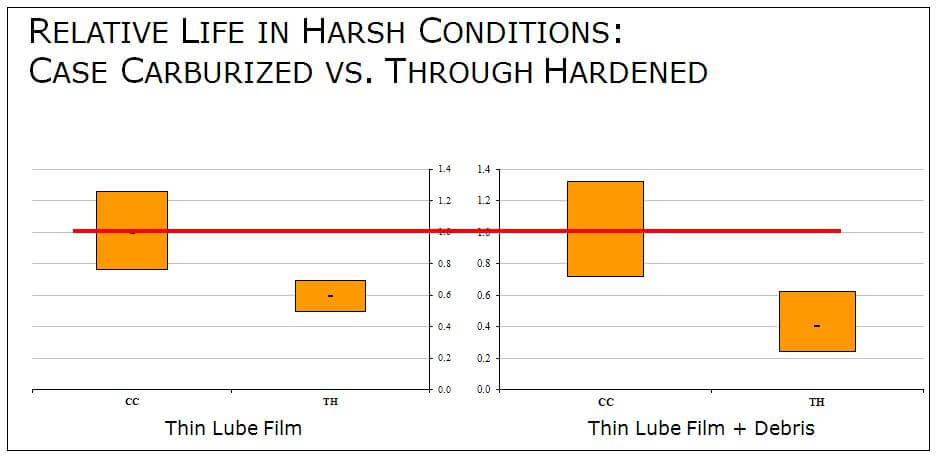 Results are more significant when you look at the normalized data for a similar film with debris. In this scenario, the case carburized bearing – normalized to a one – has a much greater life than a through-hardened bearing which drops to 0.4 in these harsh conditions.
Results are more significant when you look at the normalized data for a similar film with debris. In this scenario, the case carburized bearing – normalized to a one – has a much greater life than a through-hardened bearing which drops to 0.4 in these harsh conditions.
Summary of heat treatments
| Material properties | |
| Case carburized | Through hardened |
| 0.2% carbon high alloy steel, diffused up to 1.0% | 1.0% carbon high alloy steel |
| Tempered martensite and higher levels of restrained austenite surface (15 to 30%) |
Tempered martensite surface and low levels of retained austenite (5 to 15%) |
| Application properties | |
| Tough, ductile core – reduced crack-thru sections |
Hard brittle core – cannot resist crack propagation |
| Improved debris resistance | Lower performance in debris |
| Compressive residual surface stresses | Tensile residual surface stresses |
There are three common problems that we encounter in the industry for high speed intermediate bearings. White etch cracking, inclusions, and surface generated smearing.
High speed & intermediate bearing recommendations
| Enhancement | White etch | Inclusions | Smearing |
| Steel cleanliness | + | +++ | |
| Black oxide | + (early stages) | ++ (early stages) | |
| ‘DLC’ coatings | + | +++ | |
| Case carburized | +++ | ++ |
DLC: diamond like coating
Steel cleanliness certainly helps eliminate inclusions and it helps a little to resist the white etching. The case carburized treatment will help with the white etching. It’s going to also help for the inclusions because it’s going to resist the propagation of any cracks that do form.
For smearing, look towards coatings which has not a topic here. Black oxide or the DLC both help more with surface initiated smearing skidding, and also a little with some benefit to the white-etch cracking.
Selecting a bearing gets fairly complicated when trying to describe the bearing properties needed for each position within a gearbox. Bearings are available with different coatings, different materials, different heat treatment methods, and different costs. It would be unwise to throw everything at every single position. The goal is an economical gearbox that still gives excellent performance over its life.
Filed Under: Bearings, News, O&M



