Paul Mudge
Paul Mudge / President / Mudge Fasteners Inc.
Just about everything in a wind turbine is held together with bolts. Wind turbines, however, must tolerate a vibration level infrequently encountered by conventional factory equipment. And there is more working against bolts than vibration. In a nutshell, the reliability of a joint may be compromised by bolt relaxation, vibration, fatigue, and corrosion.
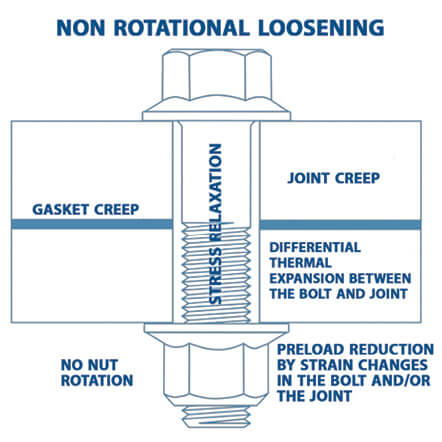
Non-rotational loosening comes from several sources such as gasket creep, stress relaxation in the bolt, different thermal expansion rates for the bolt and joint material, and reduction in preload.
Even though wind turbine OEMs specify the bolt size, material, and tightening torque, these fasteners all behave the same way. Here what wind techs should know about them.
Regarding relaxation: All joints experience some relaxation after assembly with an accompanying loss of preload. Additional relaxation may occur during the service life of the joint depending on time, loading type and level, and environment. When a joint relaxes too much, the loss of preload may result in joint separation and failure.
To minimize joint relaxation:
• Limit the area of the joint interfaces.
• Ensure smooth mating surfaces.
• Control parallelism of the joint surfaces.
• Use flange head bolts and flange nuts to reduce bearing stresses against joint material.
• Use hardened washers under bolt heads and nuts to distribute bearing stresses.
• Use smaller diameter higher strength bolts to increase elasticity.
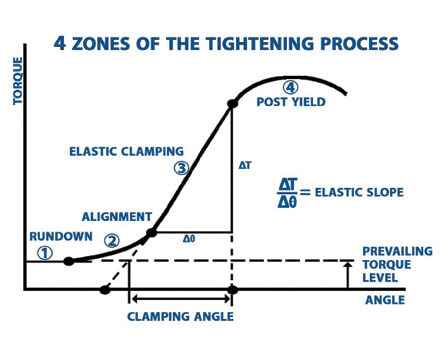
The clamp angle refers to the angle of fastener rotation from the beginning of the elastic clamping zone to where tightening stops in the elastic clamping zone. The angle is proportional to fastener tension.
Regarding vibration: In tightened fasteners, frictional resistance develops between the bolt and nut threads and between the bolt head and nut against the joint material. If this resistance is reduced because of wear, even for a microsecond, tensile stress in the bolt will let the mating threads loosen. Locking mechanisms can be used to resist loosening.
A few other ways to prevent loosening include:
• Properly preload the bolt. This is the best way. Clamp the jointed material so the frictional resistance exceeds the applied shear force that will occur in service.
• Adjust the joint geometry to provide a mechanical restraint.
• Use jam nuts or slotted nuts with a cotter pin.
• Use anaerobic adhesive to cement threads together.
• Use self-locking fasteners such as locknuts, nylon threaded patches, or pellets, or wedge-lock washers.
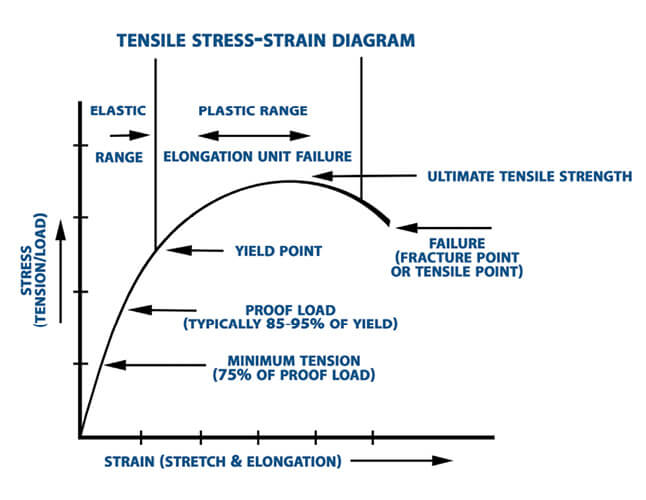
This is bolt-material science in one graph. The yield point is the load beyond which the bolt material will no longer return to its original shape. A minimum bolt tension is typically considered 75% of the proof load. Engineering specs should provide the required bolt load.
Regarding fatigue: Dynamic and alternating service loads will cause a bolt to fracture at a load less than its static tensile strength. Fatigue strength is the max tensile load a material can support before fracturing prior to a given number of loading cycles. Reducing load means the number of loading cycles a bolt can endure increases until reaching a level called the endurance limit, at which a bolt will function without failure against fatigue.
A few guidelines:
• High preloads protect bolts against failure.
• When the portion of the fluctuating service load is less than the bolt’s endurance limit, the fatigue life is essentially infinite.
Regarding corrosion: Joints exposed to corrosion will deteriorate. Failure caused by corrosion should receive priority attention. However, even small amounts of corrosion that causes loss of material can result in a loss of preload.
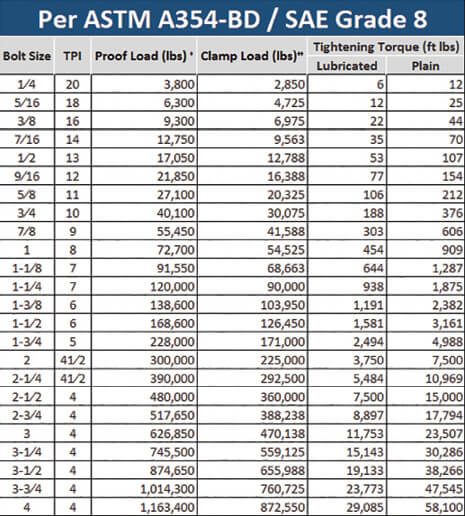
Clamp loads are based on 75% of the minimum proof loads for each bolt grade and size. Proof load, stress area, yield strength, and other data is based on IFI 7th Edition (2003) Technical Data N-68, SAE J429, ASTM A307, A325, A449, and A490.
For this reason, use corrosion-resistant and compatible materials. Factors that affect the choice of corrosion-resistant fasteners include tensile and fatigue strength, and position on the galvanic series scale of the joined fastener and material. The scale provides a way to judge the electric potential and corrosion rate of two different metals.
Consider these factors before selecting a corrosion-resistant protective coating for fasteners:
• Temperature limitation. For example, consider whether or not the plating or coating has suitable performance characteristics for the environment in which the fastener will be used.
• Embrittlement of the base metal
• Effect on fatigue life. Consider: Will there be alternating loads? Is the coating capable of withstanding those forces without developing cracks that would expose the base metal to attack?
• Effect on locking torque
• Compatibility with adjacent materials
• Dimensional changes caused by temperature. Thermal expansion and contraction may cause some coatings to lose their effectiveness.
• Thickness and distribution of the coating
• Adhesion characteristics. Consider: Will the coating remain intact as the fastener is tightened?
Lastly, protect the joint when possible from environmental exposure. This is particularly important for those designing and maintaining offshore wind farms.
THE BASIC ELASTIC TORQUE-TENSION EQUATION
This equation estimates the relative magnitudes of torque and clamp force and defines a linear relationship between torque and tension:
T=kdf
Where T = torque, k = a friction factor (dimensionless), d = diameter (in.), and f = force (lbs).
| Condtion or lube | k value |
|
For waxed or pressure |
0.01 |
| Hot-dip galvanized | 0.25 |
| Plain non-plated bolts as received |
0.20 |
+ Proof load is the published number to which size headed bolts are tested. The bolt is stressed up to the proof load value, and if there is no deformation, elongation, or fracture, the bolt is deemed to have passed. About 92% of ultimate yield strength is often considered the proof load for bolts that do not have a published proof load.
++Clamp load is calculated at 75% of proof load. This allows a safety buffer so that that bolt does not get too close to its proof load. Exceeding the proof load when tensioning a bolt runs the risk of bolt failure. Clamp load is only an estimated number. There may be situations in which the engineer calls for tensioning bolts to a different value.
FOR FURTHER READING
- Fastener Black Book, 1st Edition, Published by Pat Rapp Enterprises, ISBN 978-0-9580571-3-4
- Understanding the Bolted Joint, by Fastener Training Institute, July 6, 2010.
- Inch Fasteners Standards, 7th Edition, Published by Industrial Fastener Institute 2003
www.boltscience.com/ - http://stevedmarineconsulting.com/stainless-steel-miracle-metal/
- www.engineeredge.com/calculator/torque_calc.htm
- www.surescreen.com/scientifics/library-of-failures.php
Filed Under: News, O&M



