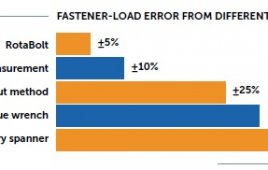
Wind turbine operations and maintenance procedures call for a 100% inspection of fastener tension after 500 hours of operation. This work is costly and can easily take a number of days to complete because each fastener is typically checked with a torque wrench to verify its proper tension. Torque is an indirect indicator of fastener…
Wind Kite Concept could Generate Plenty of Power

Nobody can accuse Italian wind-turbine designers of not thinking big. They say conventional wind turbines just scratch the surface in a few favorable locations on what is an enormous energy field. Current designs cannot reach upper altitude winds and are close to dimensional limits. For instance, there is difficultly positioning hubs at over 100 m…
CFD’s Role in the Windpower Industry

Recent advances in CFD (computational fluid dynamics) codes and the availability of large scale computer “clusters” are guiding the design work of the next generation of wind turbines. Developers should be able to model a turbine’s power output versus wind velocity, and then the power output for a wind farm with direction data. In addition,…
Report says Wind Market to Bounce Back in 2010
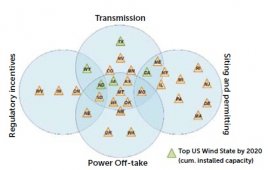
Despite the near-term market uncertainty created by the financial crisis, the longer-term prospects for the US wind industry remain strong. While the rapidly growing U.S. market – expanding at an average annual rate of 40% — has slowed to pre-2008 levels, a recent market study from Emerging Energy Research, Cambridge, Mass. (emerging-energy.com) expects the market…
Cylindrical Towers are the Secret to Capturing More Wind

A classical image of fluid flowing around a cylinder shows it speeding up at the sides and slowing or stagnating at the front and back. This let Majid Rashidi, Professor of Mechanical Engineering at Cleveland State University, realize that placing wind turbines in the naturally forming high-speed areas at the sides would let them generate…
The Physics and Economics of Wind Turbines
By Charles Norz, Electrical Engineer, Milwaukee, Wisc. A big issue in generating power from any renewable energy source is the cost of generation versus that for conventional hydrocarbon fuel sources. Wind energy is estimated to have the lowest cost of all renewable options. Governments and private businesses have been investing in research in this technology…
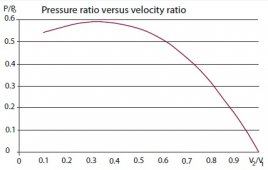
Considerations for Designing Turbine Hydraulics
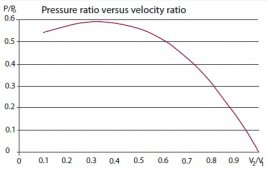
An efficient, responsive, and reliable blade-pitch control on a wind turbine is made from many valves, pumps, hoses, reservoirs, and brakes. They must all work together to meet the demanding requirements placed on the pitch control in a turbine hub. An effective hydraulic blade-pitch control (BPC) requires knowing the performance characteristics of each component and…
No Shortage of Amusing Wind Turbine Ideas

Arizona State architectural student, identified only as Joe, says his idea is to retrofit horizontal steel structures that currently hold freeway signs with two horizontal-axis wind turbines powered by the turbulence from passing cars. (Joe admits borrowing the turbine design from U.K. based quietrevolution). He figures (without showing figures) that with an average vehicle speed…
How to Get Turbine Gears and Bearings to (Almost) Talk
A gear manufacturer recently confided that a turbine OEM was asking for quotes to repair yaw gears that were failing after just five years in service. Although the mystery of the early failure has not yet been resolved, the tale says that despite centuries of experience with gear designs and materials, turbines have a lot…