By James Moorman, VP of sales, Helukabel USA
 The wind industry wrapped up another banner year in 2020 by commissioning 16,913 MW overall as an industry. With over 60,000 wind turbines in operation across 41 states, OEMs, asset owners and independent service providers follow industry technology advancements to maximize the efficiencies of new turbines and extend the life of their aging fleets.
The wind industry wrapped up another banner year in 2020 by commissioning 16,913 MW overall as an industry. With over 60,000 wind turbines in operation across 41 states, OEMs, asset owners and independent service providers follow industry technology advancements to maximize the efficiencies of new turbines and extend the life of their aging fleets.
Wind turbine manufacturers go to great lengths to design their turbines to endure the 20- to 30-year commissioned life that asset owners expect when investing in a technology that requires so many robust components. It has been estimated that there are over 8,000 different components in a single wind turbine that are exposed to some of the harshest environments. In May of 2016, ANSI issued UL 6141 (Standard for Wind Turbines Permitting Entry of Personnel) as an American standard. UL 6141 has guided efforts as it relates to electrical safety and introduced several restrictions on previously accepted cable design and installation methods. This effort has paved the way for better cable installation practices and evolved the cable’s overall design.
Cable O&M

Cable damage caused by the jacket compound being broken down after being exposed to oil for a prolonged period of time.
Condition monitoring systems (CMS) and preventative maintenance (PM) programs troubleshoot and keep these machines and their components operational for a very long time, but just like tires on an automobile, after a certain amount of time and usage, they just need to be replaced.
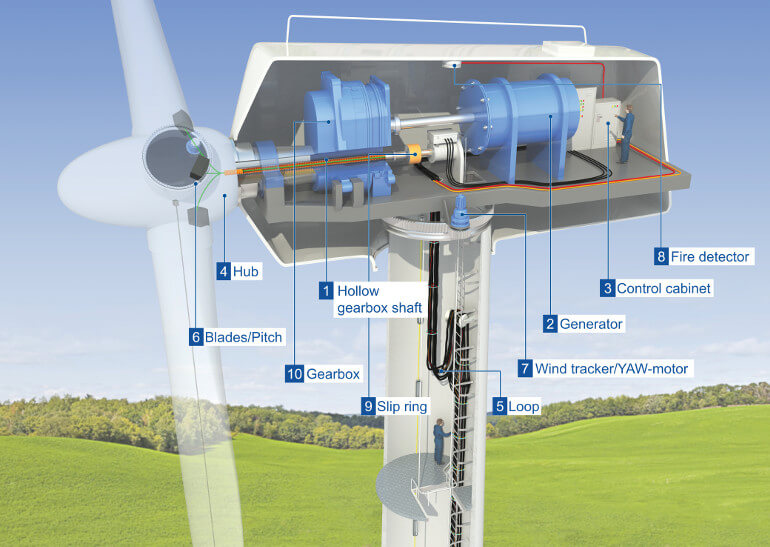
A prime example of where cables degrade inside a wind turbine is located at the drip loop, where tower cables travel over a cable guide, known as a “saddle,” up to the nacelle just beneath the yaw deck. This hanging “swagged” bundle of cables allows the nacelle to rotate as it positions the hub and blades in the direction of wind. As the nacelle rotation occurs, these cables are exposed to continuous twisting, bending and sometimes slapping into the center of the yaw deck. If cables are not managed and spaced properly during installation, thermal aging and abrasion occur as these cables twist against each other creating friction and heat, which shortens the life of the cable jacket and/or insulation. Cable management has vastly improved with the advancement of newer fleets, but persistent issues remain in older operational fleets.
A wide variety of cables and wires are used in wind power plants, but the most common are either thermoplastics, PVC or PUR insulated, or elastomers, like rubber cables. In principle, all types of material are subject to chemical and physical aging processes. Additionally, the aging of plastics is influenced by other internal and external factors. The intensity, duration and type of load, as well as the surrounding media and other environmental conditions, influence the cable’s service life.
Factors that influence the cable-aging process include:

Cable jacket damage due to cables rubbing against each other.
Torsion — torsional cables are subjected to a function test, according to the wind turbine manufacturer, between 2,000 and 10,000 torsion cycles over a service life of approximately 20 years.
Vibration — the rotor beat causes vibrations in the nacelle as well as in the tower; these must be determined by the wind turbine manufacturer to generate a corresponding test setup.
Abrasion — the materials used in the production of torsion-resistant cables should be low in abrasion in order to provide the best results during friction and wear tests on the jacket material compounds.
Oil — another aging factor is contamination with oils, which impair the service life of cables and wires. Oil resistance tests should be conducted with common industrial oils, but also with special oils that are used in a wind turbine. Not to be underestimated is the oil mist buildup from rotating parts such as gears, motors and rotor hubs.
Temperature — thermal aging is usually calculated according to the realistic Arrhenius curve, which approximately describes a quantitative temperature dependency in physical and, above all, chemical processes and it essentially depends on the strength of the load. The rate of aging depends very much on the thermal load, especially the conductor temperature. If the permissible temperature is overloaded permanently, the aging of the conductor insulation accelerates and thus its service life is reduced. If the operating temperature increases, for example 10°C (70°C to 80°C), the service life of the insulation is halved according to the “Van ‘t Hoff rule.” When dimensioning the cross section, this should be considered to achieve a long service life. The ambient temperature as well as the temperature dynamics (lowest to highest temperature) also influence the service life.
Other influencing factors:
- Oxygen concentration in the ambient air
- Ambient media (salt fog)
- Impurities (sand, solvents, etc.)
- UV exposure (outdoor system exposure or lattice mast tower)
- Radiation exposure intensity and wavelength
- Ozone pollution (energetic radiation, electromagnetic fields)
- Humidity/water condensation (water treeing)
In summary, the service life of cables and wires can only be approximately determined using function and property tests. Artificial aging in a heating cabinet is just one component in the aging chain. However, when the cable is used in its intended application, superimpositions and interactions with different types of loads can arise, which the user often cannot define or exclude. These basically lead to accelerated aging of the materials used. Basically, the stabilization of the respective material mixtures is set, or the aging tests are defined so that the cables hold for 20,000 hours at the specified temperature, see DIN VDE 0304-22 / DIN EN 60216-2 or DIN VDE 0304-21 / DIN EN 60216-1.
Aluminum as an alternative to copper

HELUKABEL tests in a specially designed test tower, that realistically simulates the conditions in a cable loop.
Copper has become the standard in cables and wires because of its excellent conductivity and malleability. However, it is relatively expensive compared to aluminum. Switching to aluminum, which is lighter and significantly less costly than copper, is a viable option in many cases. Using aluminum successfully is a matter of understanding the capabilities of this conductive metal and how to deal with the challenges it presents. Copper’s average three-month pricing for 2021 is $4,417 per ton, which is almost four-times as expensive as aluminum, averaging $1,138 per ton (as of Aug 2021). This significant difference in price is due to the greater availability of raw aluminum compared to copper. The assessment of current prices is further reinforced by the volatility of the raw materials market.
With the rising costs of metal prices, more industrial customers are keenly evaluating cost and weight reductions by utilizing aluminum cables with Class B conductor stranding for stationary applications, and more cables with more finely stranded conductors for applications requiring torsion resistance, such as in the nacelle. As a raw material, aluminum is approximately 70% lighter in weight than copper. This can be helpful in the efforts of numerous application fields looking to reduce the weight of all components. Naturally, when used in electrical cables the lower weight makes them easier to install.
High-voltage cables have long been made from aluminum; the lighter weight reduces the tensile force placed on wire and masts significantly. But even industries such as automotive manufacturing and the aerospace industry are switching to aluminum wires. All the cable harnesses in the Airbus A380 are already made of aluminum. Aluminum wires can be up to 60% lighter than copper wire with comparable current-carrying capacity. Even for applications that require flexible cable connections, copper should not always be the first choice.
 James Moorman is vice president of sales for Helukabel USA.
James Moorman is vice president of sales for Helukabel USA.
Filed Under: Cables & connectors, Components, Featured



