Richard Wurzbach /President /MRG Labs
Randal Marks / Application Engineer /MRG Labs/www.mrgcorp.com

Taking a grease sample often requires extracting it with uneven results. A recently developed extraction tool, the Grease Thief, and an extension arm allow taking samples from the right places and make the task more repeatable.
Overlooking the North Sea from the nacelle of a Vestas 2.3 in Denmark, we demonstrated a recently developed grease sampling tool to engineers from DONG Energy and Vattenfall. These Danish engineers recognize that a drive train’s slow moving parts have been a diagnostic blind spot. The team, over two years, redesigned a grease sampling tool, analyzed bearings that had been in service, and deployed the new tool along with a previously available T-handle extension on hundreds of main bearings. The result has been a new strategy for monitoring wind turbine, main bearings based on a particular sampling theory and wind turbine sampling kits using the new tool.
The problems with grease
While oil analysis is a well established in many condition-based maintenance programs, the inherent difficulties involved with in-service grease sampling and analysis have long prevented their inclusion. As a result, many critical components have not been candidates for lubricant analysis, and thus, have missed a significant contribution to their reliability data sets. Wind turbines are particularly vulnerable to this omission due to the extensive use of grease lubricated components in the drivetrain. The main bearing, generator bearings, pitch and yaw bearings are typically grease lubricated. When their lubricants are not monitored, they can be subject to undetected wear conditions. While vibration analysis is effective at detecting bearing damage and abnormal forces, it can be less effective in slow-speed components, and tend to lag lubricant analysis in those failure modes where slow removal of bearing material occurs from abrasion, fretting, and spalling in the absence of significant measurable forces. In an effort to expand early detection of such failure modes and reduce the cost of such repairs, recent advances in grease sampling techniques and analysis are leading an expansion in grease monitoring of wind turbines.

The new grease extraction tool, called Grease Thief, allows taking the right amount of grease from the most representative locations on a wind turbine bearing.
One main difficulty in performing grease analysis has been collecting a representative sample of the in-service grease without machine shutdown. The semi-solid properties of grease limit fluid circulation and mixing. Grease that is not close to the moving bearing components will not be representative of equipment conditions. Therefore, good sampling practice requires taking a sample from the fluid grease zones close to moving bearing regions. Until recently this has been nearly impossible without costly machine shutdown and disassembly. The development of ASTM Standard D7718 and the extraction device has catalyzed in-service grease sampling, making it a viable tool for wind turbine management. ASTM Standard D7718 describes the use of an active grease-sampling device to collect a sample from an in-service bearing. The device is mounted on an extension rod and inserted into the bearing through an access port until the stinger probe contacts the face of bearing.
Alternatively, when the depth of the bearing relative to the access or drain hole is known, a T-handle, developed with input from the Danish research team, can be pre-
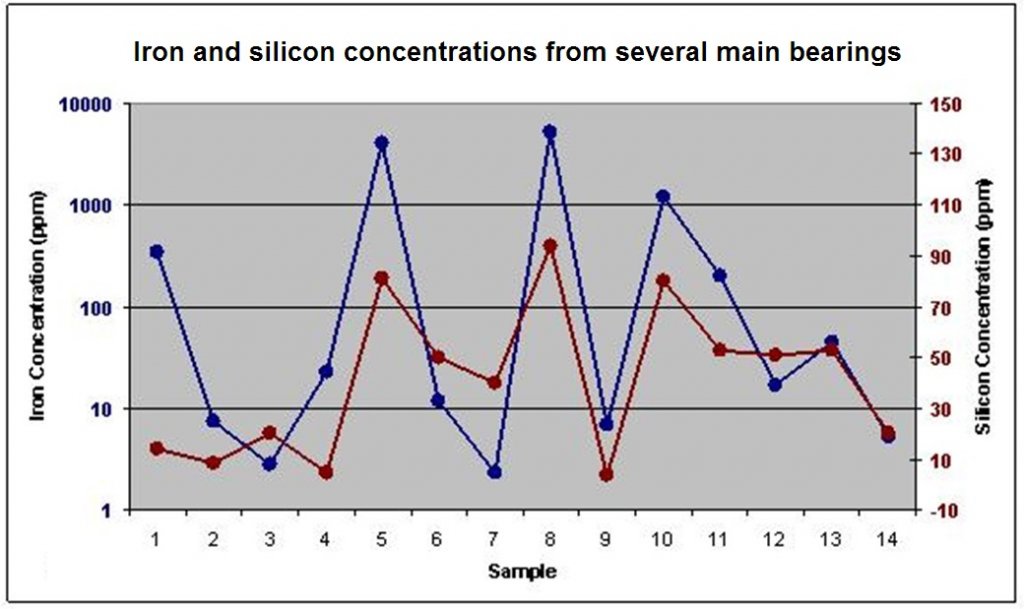
Grease samples from 14 turbines on the same wind farm were taken about the same time. Iron and silicon were higher and lower depending on turbine. Iron in the grease probably came from bearing debris, the silicon, from environmental contamination.
set to that depth, ensuring a grease sample is taken immediately adjacent to the face of the rollers, without having to come in contact with them. The piston in the sampler seals the end until the technician actuates it through the extension handle. Unlike some sampling methods that require pulling a suction on grease, this approach “cores” the grease at the proper location. This is an important difference because certain greases, particularly those aged and with large particulate quantities, often resist movement under suction, and such samples may not be representative of the true condition of grease in the bearing. The “core” sample finishes at the face of the bearing, and obtains a representative 4-cm long, one-gram sample from the live zone. Other methods can be used to collect grease samples, but they may suffer from poor repeatability and inaccuracy in representing operating conditions. The Danish research team was interested in developing a method consistent with the principles of “Theory of Sampling”, developed by Dr. Pierre Gy of France. His principles were tested for the project, including 1D and 3D sampling, to determining the influence of when and where the sample is taken.1
The 1D sampling involves letting grease flow from a main bearing over a period after removing a drain plug, and comparing results of these samples over time. Researchers discovered that it is necessary to avoid the first grease that exits the bearing near the plug end of the drain hole, because it was not representative. This led to development of the T-handle that could positively place the sampler adjacent the bearing’s roller face. Secondly, a bearing was removed from service and sampled in many locations around its periphery, front and back, near the face of the rollers, and under the rollers. Researchers found “dead” zones in the bearing, as was suspected. These occurred near the new grease delivery channel, along the inside of the cover plate, and at the end of the drain hole. However, the area near the face of the bearing is a zone of grease recirculation, an excellent mixing area, and representative of the bearing condition. This was confirmed by sampling other bearings, both in good condition and at varying states of degradation, and then observing the wear condition of the disassembled bearings.

From a group of 13 turbines, iron, and calcium showed a different relationship. The calcium may have come from the grease.
Having established a primary sampling method, the project continues to sample other in-service main bearings, looking to establish analysis and result parameters along with correlations to field conditions. A well-equipped and experienced grease analysis lab can analyze samples supplied this way.
One consideration is the small sample size available by the methods described here. New technology, however, has been developed to maximize the sample’s processing and analysis. A test slate that effectively monitors grease condition using only one gram of grease is possible with the new extraction tool, and a number of analysis tools, some intended just for it. Other tests use standard oil analysis equipment. This test slate monitors four aspects of the grease: wear, contamination, consistency, and oxidation. A three-level rating system assigns normal, marginal, or unacceptable labels to each aspect for a complete understanding of lubricant properties.
The basic test slate consists of seven tests which work to provide ratings for each grease aspect. Typically, the response of the used grease is compared to the response of a reference new grease to determine baseline values and evaluate deviations. A wear rating is determined by Ferrous Debris Monitoring (FDM) and Rotating Disc Electrode Spectroscopy (RDE). FDM uses a Hall-Effect sensor to measure the ferrous content of the entire sample and report it in ppm. The nondestructive FDM testing is typically the first performed in a lab. RDE spectroscopy quantitatively measures levels of multiple elements, including wear metals such as iron, copper, and chromium. In RDE spectroscopy, the grease is dissolved in a solvent and burned in a contained chamber. Equipment measures the intensity and wavelengths of emitted light. These wavelengths correspond to specific elements which allows reporting the concentration of each element in the grease. RDE spectroscopy is limited in sensitivity to particles smaller than 6 to 10 microns. However, with quantitative levels determined reliably with FDM, ratios of other elements can be relied upon to gain insight into a total wear picture.
Die-extrusion testing determines consistency ratings. In this method, an extrusion die threads onto the end of the grease sampler after it has extracted a sample. It is then pushed through the extrusion die while a sensor measures the required force. An analyzer performs this testing while extruding the grease as a thin-film onto a substrate, a procedure that simplifies further testing. After completing the die extrusion test, the force required to extrude the used grease is compared to the force required to push new or reference grease through the same die. The comparison is expressed as a percentage of the value obtained from the new grease, and provides a relative assessment of the consistency of used grease to fresh grease of the same type.
An oxidation rating is determined through RULER and FT-IR analysis. RULER, or Remaining Useful Life, testing is common in used oil and grease testing. A small, perforated section of the thin-film substrate is placed in a glass vial containing a solvent system to measure the presence of antioxidant additives remaining in the grease. FT-IR analysis involves passing an infrared beam through the grease and creating a grease “fingerprint”. This fingerprint can confirm the type of grease used, show the presence of a mixture of greases, find contaminants such as water, and determine the level of oxidation products by their characteristic spectrum peaks. The remaining antioxidants and any current oxidation peaks contribute to the Oxidation Rating.
The Contamination rating is measured through a variety of tests, including Karl Fischer Titration, FT-IR, RDE spectroscopy, and colorimetry. Karl Fischer Titration quantifies moisture levels in ppm. An oven method, for grease analysis, heats a test sample in a sealed vessel. Dry nitrogen carries the water vapor to a reaction chamber. This greatly improves the accuracy of the method over alternate approaches, and allows trending the destructive water contaminant, a condition of particular interest in off-shore applications and wet environments. Other tests include colorimetry, which references a sample’s color and appearance to a new grease. Evidence of environmental contamination or grease mixing determines the Contamination Rating.
Advanced analytic techniques may be performed when certain samples exhibit unanticipated conditions or conditions not fully understood from basic analysis. Advanced techniques may include rheology and analytical ferrography. Rheology measures the flow and shear response of grease to physical stressors, providing insight into its performance and lubrication properties. Analytical ferrography involves dissolving grease and exposing it to a magnetic field, so a glass slide which contains the magnetic particles present in the grease may be prepared. An analyst examines the slide under a microscope to determine the wear modes causing elevated wear particulate.
Reporting results
Grease analysis for detecting abnormal wear and bearing health in wind turbines has been an effective predictor of future failures and a method to limit equipment downtime. This is especially valuable in wind applications due to the high expense of unexpected downtime. The graph Iron and silicon concentrations from several main bearings comes from several wind turbines at one wind farm. Elevated silicon levels may be an indicator of environmental contamination while elevated iron levels would be due to abrasive or fatigue wear generated by these contaminants. Tracking iron levels to the silicon levels, where both silicon and iron levels are elevated in bearings 5, 8 and 10 indicates possible abrasive wear from dirt. Our recommendation: investigate sources of particulate contamination (unprotected new grease storage, inadequate bearing shield, insufficient re-lubrication quantities or frequencies, or improper greasing methods) to lower silicon levels and minimize bearing wear rates.
In certain circumstances, basic analysis may require supplementation with advanced analysis techniques to provide a clear view of abnormal conditions. Iron and calcium concentrations in several main bearings shows results from another wind farm. These samples revealed unexpectedly high calcium levels in some bearings, possible contamination from a calcium-thickened grease. While grease mixing typically causes poor lubrication, calcium and iron levels show no correlation in this dataset. This may indicate that the elevated wear seen in certain bearing is a result of another wear mode. More data is necessary to determine the grease and bearings conditions, making these samples good candidates for advanced testing.
There are numerous benefits of grease analysis for wind turbines. Monitoring wear particles can predict failures before they occur, preventing unexpected downtime, and significantly reducing maintenance and repair expenses. Monitoring grease condition can determine proper re-lubrication intervals, lowering lube purchase costs while preventing wear from insufficient lubrication. Combining grease analysis with a condition-based maintenance program may greatly increase the program’s efficiency and value. Some wind turbine operators, for instance, are expanding their main bearing grease analyses to include pitch and yaw bearings. These later bearings have not traditionally been candidates for vibration monitoring due to limited movement. However, failure in these bearings can also cause significant downtime. Expanding grease analysis to these bearings demonstrates the benefits that used-grease analysis offers those looking to improve turbine reliability.
Back in Denmark, the project continued as three main bearings were designated for removal, two with identified deficiencies, and the other as part of a damaged gearbox changeout. Proof of concept would lie in the results of the visual analysis of the bearings. The results did not disappoint. The bearing from the damaged gearbox did not show signs of advanced wear, and had a Ferrous Debris Level of about 600 ppm. An inspection revealed no appreciable wear. However, two other bearings, one with a debris level of several thousand and the last some 50 times the wear value of the good bearing, showed damage levels predicted by the grease analysis.
Likewise, a bearing from a wind farm in Texas, also targeted for removal based on high debris levels, was severely degraded as well. These examples demonstrate the value of a carefully planned grease analysis program based on using the right tools to obtain a meaningful sample.
With AWEA developing Recommended Practices for O&M, as reported in April in Windpower Engineering & Development, the methods described here are captured with industry specific instructions. With pioneering work by the Danish wind industry, and clear guidance for best practices going forward, wind turbine operators now have tools to monitor and ensure good performance and long-life from the grease lubricated drivetrain components. WPE
Filed Under: Lubricants, News



