Andrew Engle, EIT, Mechanical Product Support Engineer, Availon, www.availon.com
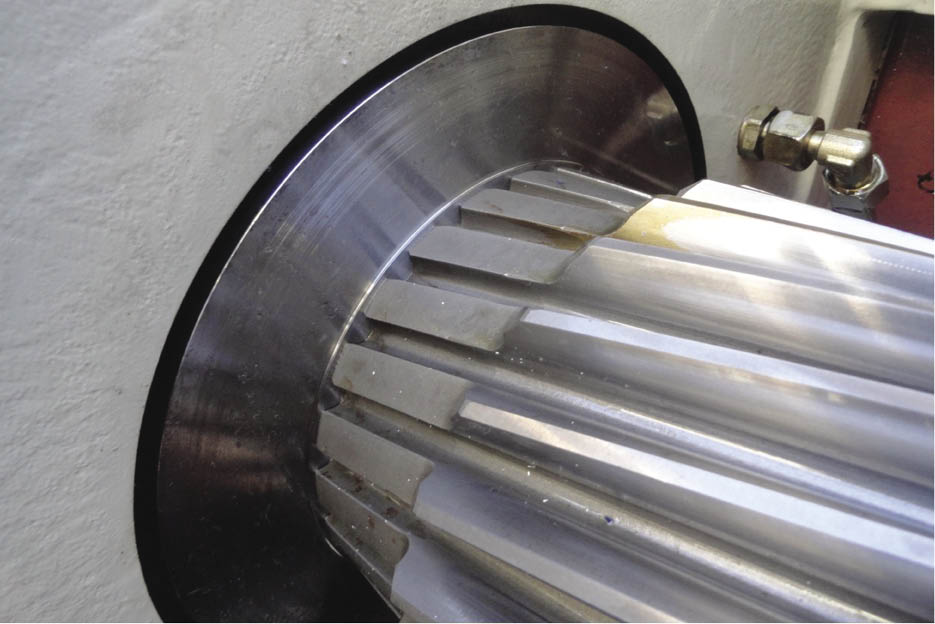
There will be no visual bearing inspection today. The oil-dam plate prevents such an inspection with a borescope camera.
Vibration frequency analysis can be a powerful tool for diagnosing mechanical and electrical problems in wind turbine drive trains. However, some people are still skeptical about the accuracy of the technology. Perhaps they have had bad experiences with vibration analysis in the past. Poor vibration analysis can yield false positives or worse, entirely miss damage in a major component. To avoid this situation, some wind farm owners would rather perform visual inspections with bore-scope cameras. Turbine owners, however, may not realize that bore-scope inspections have many limitations. This article will review the two inspection methods: bore-scope inspections and vibration analysis.
Bore scope inspections
These have long been the go-to inspection technology for determining gearbox problems in the wind industry. Their biggest advantage is capturing pictures, which offer indisputable evidence of damage. However, these visual inspections are not cheap.

When vibration analysis pinpoints a problem early enough, it can be resolved up tower, as it is here with the intermediate-speed-shaft bearings.
Typically, performing a full visual gearbox inspection takes 6 to 8 hours. Because two technicians must be in the tower, required compensation spans 12 to 16 labor hours.
The camera used in bore-scope inspections has limited access to certain components. Depending on the gearbox, such a camera can generally only access about 90% of the gear teeth and only 30 to 40% of the bearing races and rollers. Lastly, bore scope inspections on the generator and main bearings are usually not possible. Generator bearings and main bearings are usually packed with grease, and the bearing surfaces cannot be seen in this condition.
In a nutshell, here are several reasons why gearbox bearings are difficult or not possible to inspect:
- An oil dam plate could be installed in front of the bearing
- The bearing’s cage is too close to the bearing race to allow camera access
- Bearing rollers are small and too close together for the camera to fit between
- The bearing is completely sealed off
- Large gears sit in front of the bearing, making access difficult
Vibration analysis

The damaged rotor side is from an intermediate-speed bearing’s inner race
Teams that gather vibration data need about two hours to complete their work, for a total of 4 man hours. This option saves money and lets the vibration team gather data from multiple towers in a day.
With vibration analysis, all gear teeth and bearings can be examined because it records the frequencies generated by all moving contact surfaces. This allows a more thorough inspection in about 30% of the time.
Vibration analysis can easily pick up bearing fault frequencies in these components while also detecting other problems which cannot be detected during a visual inspection. These detectable defects include blade unbalance, coupling misalignment, generator looseness, generator frame damage, generator stator and rotor electrical problems, and more.
A case history
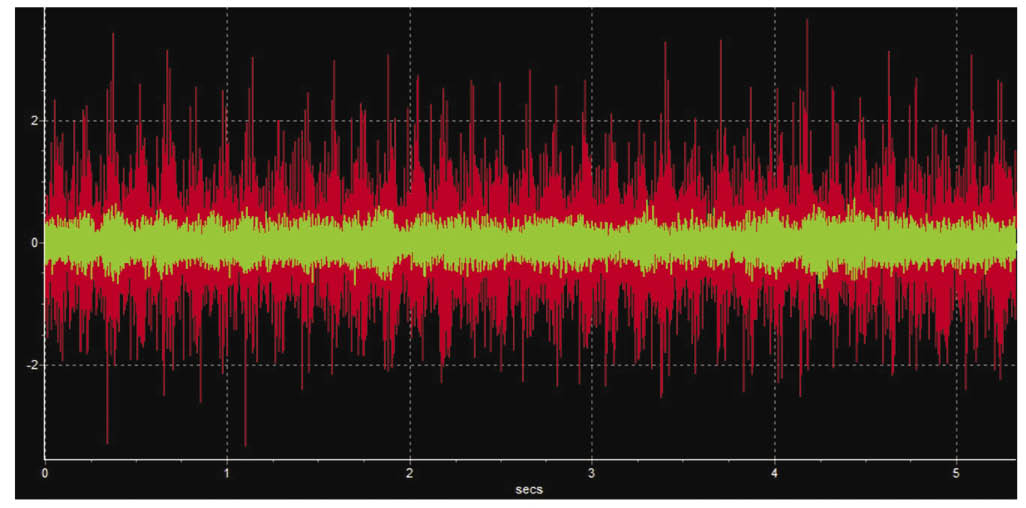
Vibration waveform indicates damage to an intermediate speed bearing. A signal no larger than the green band is common to good bearings and would be a baseline taken shortly after commissioning the turbine. The red signal was produced by a damaged bearing. The correct bearing has been identified because the same technician gathered the data and conducted the analysis during several service visits.
Our recommendation is to use vibration-analysis technology during end-of-warranty inspections, or when inspecting major components suspected to be damaged. End-of-warranty inspections on a wind farm of Vestas V80-1.8 MW turbines provides a useful example. As part of the inspection, vibration data was gathered from the wind turbine’s drive train. During data analysis, it was found that one of the turbines had a large defect located on the inner race of the intermediate speed rotor side bearing in the gearbox. A bore-scope inspection was attempted but an oil-dam plate in front of the bearing prevented the inspectors from accessing the inner race.
Although the bearing could not be visually inspected, the vibration data provided enough evidence to claim the gearbox under the OEM’s warranty. Shortly after finding the defective bearing, an up-tower repair was ordered to replace the bearings on the intermediate speed shaft. During the rotor side gearbox repair, the intermediate-speed bearing was removed and the inner race found in poor condition, just as the vibration analysis indicated. The repair finished in two days and the turbine returned to normal operation.
Due to the swiftness and accuracy of the vibration analysis, the owner of the wind farm was able to get a thorough drive-train inspection at a low cost. If the owner had chosen to perform bore-scope inspections site wide, their cost would have been much higher and the damage bearing mentioned would not have been found.

Author Andrew Engle
To be clear, this does not mean that there is no place for bore-scope inspections. The most effective inspections come from using vibration analysis and bore-scope inspections together. Vibration analysis can quickly locate and identify the problem while the bore scope gathers visual evidence of damage. This process is the perfect formula to get the most thorough inspection for the most economical price.
Lastly, it’s important to use multiple vibration analysis tools to gather and analyze good data. Acceleration and velocity FFT spectra, acceleration and velocity waveforms, demodulation spectra, and time synchronous averaging spectra can all be powerful tools to the vibration analyst who can use them correctly. WPE&D
Filed Under: Featured



