Jason Junkers / Chief Operating Officer / HYTORC

Jason Junkers
More than 45 years ago, a nut was considered “tight” when a hand tool could turn it no more. This eventually led to time-consuming maintenance down the road because few options for measuring “tightness” were available. So, nuts came loose, unexpected shutdowns were required for maintenance, and leaking flanges were considered a part of normal operation.
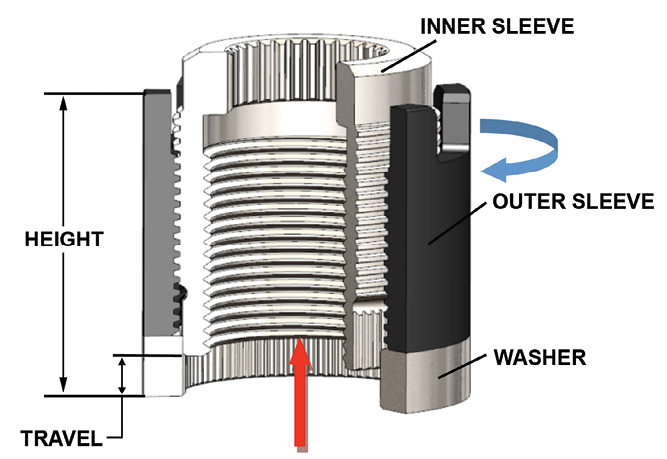
The HYTORC NUT has an inner sleeve, an outer sleeve, and a washer. The assembled nut is turned onto a bolt as a hex nut would be. Using a HYTORC bolting system, the outer sleeve is turned which makes the inner sleeve rise to apply direct tension to the bolt.
When the first hydraulic powered torque wrench came along from HYTORC, the game began to change. For the first time, nuts could be turned until they were too tight. With this, the company began to focus on bolt load, instead of torque. Most hydraulic torque wrenches can achieve accurate torque within 3%, but even when the same exact torque is applied to each nut, bolt load can vary greatly across a flange, which can lead to leaking connections or other types of joint failure.
Even when a consistent torque is applied, many conditions can affect the resulting bolt load, things such as: flange surface changes, debris under the nut, uneven thread axis, or damaged bolt threads. It’s easier to understand when you imagine the factors in an exaggerated way. So imagine turning down two nuts with equal torque, but one with a little sand or grit under it and the other turning on a perfectly smooth surface. With the exact same torque, the one on sand will have a lower bolt load than the other. While you may not find sand on your flange, look closely and you often see varied imperfections on the nut seating areas. So a small change in friction can result in a big change in bolt load.

The tower flange is secured with Hytorc Nuts for clamp load with 5% of a specified value.
One advanced tensioning systems can overcome the variables that affect the final bolt load. For the first time in bolting history, users can set a required load and achieve that load within 5% across an entire flange or bolt circle without heating or post-tension measuring.
The system is an engineered nut from our company. It is composed of an inner sleeve, an outer sleeve and a washer. The assembled nut is turned onto a bolt in the same way a hex nut would be. A bolting tool from our company would turn the outer sleeve which makes the inner sleeve rise to apply direct tension to the bolt. Because the nut is turning on itself and there is no side-load. The system is calibrated to apply the required bolt load within 5% every time. In addition, turning the outer sleeve against the washer creates a counter-nut effect that prevents unintentional loosening.
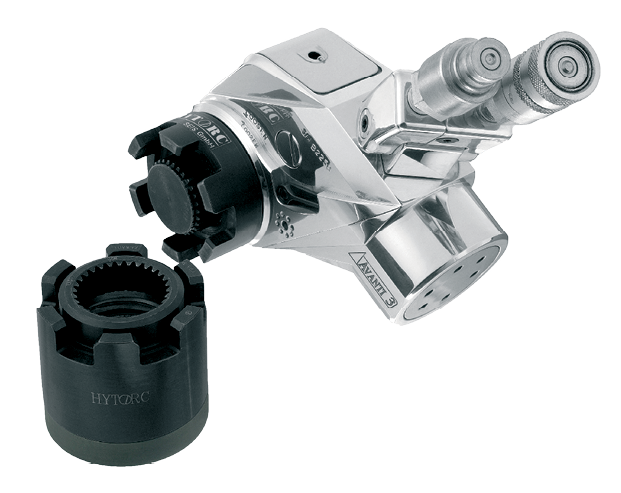
The Avanti hydraulic torque wrench and the HYTORC Nut work as a team.
This design provides increased safety, job quality, and job speed over most other bolting methods. Advantages include maximum safety with hands-free operation, no moving external parts, a low operating pressure, and no high temperatures. Better yet, studies show the nut cuts the bolting time of most jobs in half. 
Filed Under: Featured, News



