Michael Lenz / Process & Asset Manager/Asset Maintenance & Condition Monitoring Frontier Pro Services/ www.frontierpro.com

When the time comes to install condition monitoring equipment, you’ll find many wrong ways to plan the effort and only a few ways to do it right. A few suggestions.
While the wind industry is in the midst of adopting more advanced maintenance strategies, it is clear that machine condition monitoring will play a major role reducing life-cycle costs. It goes without saying that one of the conditions to monitor is the vibration emanating from rotating components in a wind turbine. The challenge to wind farm operators is establishing a vibration monitoring scheme that will deliver long term value to the organization. The first step for a wind-farm operator is determining how to make decisions today that will deliver that value. As with most business decisions, getting the best return on the investment will depend on other economic factors in play.
When it comes to deciding how vibration will be monitored on a wind turbine, the long term value proposition may not be so clear. The following discussion points are for consideration in establishing a vibration monitoring scheme.
Telltale vibrations
All things that rotate generate vibrations. The amplitude and frequencies of these vibrations are influenced by things such as the speed of rotation, component interaction, excitation of component resonant frequencies, the amount of load transmitted, transient loading, component defects (gears, bearings, shafts, generator windings), installation errors (misalignment and mass unbalance), and operating anomalies.

A transducer must be able to detect the vibrations present. If the energy in not within the “envelop”, it will not be seen in the data acquired. Energy represented by the blue markers will be missed because the envelope is not broad enough to capture it. The envelope width, in the graph, is a function of the transducer selected and the analog-to-digital conversion.
Maintenance management personnel migrating toward advanced maintenance strategies are interested in the vibrations that indicate something is in need of corrective or restorative action. Once a direction has been set to use a vibration monitoring scheme, a next step is specifying the hardware, establishing the monitoring locations and acquisition parameters, determining a proper collection interval, and determining the vibration parameters to trend that are indicative of machine health.
A foundation for hardware specs
First in the discussion is the accurate conversion of the mechanical energy in the form of motion emanating from equipment into digital data that is an adequate representation of the energy of interest. It is insufficient to slap any vibration transducer any place, and press the record button on any data acquisition system. Pay careful attention to the transducer, its mounting location, and its mounting method relative to the specific defect energy sought. Also, consider the proper digital sampling rate of the analog signal in relationship to the detection of a defect frequency of interest. For instance, a vibration transducer with a frequency capability of 0 to 10 Hz will not detect energy produced at 15,000 Hz. Likewise, a vibration transducer that has a frequency capability of 3 to 10,000 Hz will not detect energy produced by the mass or aerodynamic unbalance of a wind turbine rotor at 0.3 Hz. Furthermore, a vibration transducer of 3 to 10,000 Hz whose output signal is sampled digitally at 256 Hz will not detect energy at 1,000 Hz.

The cracked bearing race was discovered during a borescope inspection. Photo: Spin Trends, LLC
The critical starting point is to know the range of frequencies that will be produced by components that need monitoring so hardware and data acquisition may be properly specified. If the transducer selection is wrong, the best vibration monitoring system and analyst in the world will miss a bearing fault like the one illustrated in Envoloping an energy range.
Data acquisition intervals
The intervals relate to how often data must be collected for the intended benefits. The time interval between data collection in industry covers the range from near-never to continuous data acquisition. A proper collection interval is established by the objectives of the maintenance strategy, and of course, the risk versus the economics. Setting a goal for establishing a proper data acquisition interval should start with the consideration of the time between the detection of a defective component to a time when it can be most economically repaired or corrected, and before catastrophic failure. The interval must be sufficiently frequent (or operating conditions at the time of data collection sufficiently equivalent) so that variations in machine loading and other process dynamics are well understood.
A sufficient number of data points is critical to establish a trend in machine health parameters as contrasted by mere changes in the process dynamics. Infrequent data collection has a tendency promote unwarranted excitement and the unnecessary expenditure of maintenance resources. For example, a premature “false positive” is not quite as bad as an undetected catastrophic event due to an excessive interval between the collected data. Both scenarios are bad news for an advocate of vibration monitoring. The scenarios indicate a misapplication of the technology. But they emphasize the necessity in taking the proper steps to implement a vibration monitoring program.

To spot vibration trends that point to failing equipment, intervals should be frequent enough to capture needed data and sufficiently infrequent to avoid excess cost.
The right intervals
In the general industrial environment, the most common method of vibration monitoring is to periodically acquire data by route-based collection. This involves one or more people, each with a vibration-data collector, gathering preprogrammed points of vibration data on equipment such as motors, pumps, and gearboxes. Data collection is relatively fast. Equipment, 40 to 70 pieces, can be surveyed in one day. For the process industry, these data collection intervals are typically on the order of every 30 days. A regular data collection interval is established so that a failure mode may be detected as well as trended to establish the best economic maintenance plan for machine restoration. While occasional “misses” are inevitable, the number of “saves” resulting from detection and repair of fatigue related failure modes prior to catastrophic failure has produced yields in excess of 20 times the investment.
 Route-based data collection would work equally well for wind turbines. Each drivetrain would require about 7 to 10 minutes of data collection much like the collection time in general industry. However, technicians would have to make a 25 minute climb to start the 7 to 10-minute collection process and another 12 minutes to get back down. Conservatively, that totals to 47 minutes to get data from one turbine. A major obstacle is that, generally, personnel are not allowed in the nacelle at the time when it is most beneficial to collect data during moderate power generation.
Route-based data collection would work equally well for wind turbines. Each drivetrain would require about 7 to 10 minutes of data collection much like the collection time in general industry. However, technicians would have to make a 25 minute climb to start the 7 to 10-minute collection process and another 12 minutes to get back down. Conservatively, that totals to 47 minutes to get data from one turbine. A major obstacle is that, generally, personnel are not allowed in the nacelle at the time when it is most beneficial to collect data during moderate power generation.
This obstacle can be overcome with a portable vibration data collection unit (8 to 16 channels) which could be initiated remotely or by having long sensor cables that stretch from the monitored nacelle equipment down to a data collection unit at the base of the tower. Vibration collection time, Tcollection, then goes from 47 minutes to several hours. Consider:
Tcollection = 47 min x 2 men x 100 turbines
……………= 157 man-hr
or
Tcollection = 2 hr x 2 men x 100 turbines
……………= 400 man-hr
The first figure, 157 man-hr is considerable but the 400 man-hr creates a large objection.
Going one step further, establishing a reasonable collection interval of 30 days would require 1,880 man-hr for the former and 4,800 man-hr for the latter.
Obtrusive wind-farm math and compromise
The old adage “if sounds too good to be true, then it probably is” rings loudly when it comes to applying sound principles of vibration condition monitoring to wind farm assets. Obtrusive wind farm math (Cost per turbine X total number of turbines = not gonna happen) is sufficient to drive a maintenance team to find hazardous short cuts that promise “close to almost the same results” and for less than the cost of doing it properly.
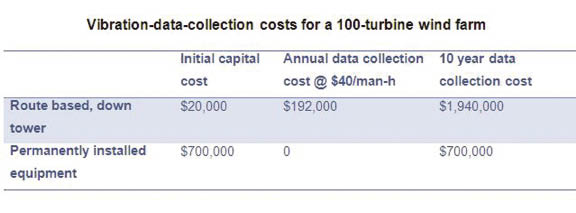
On one hand, proponents argue for outfitting every turbine with its own condition monitoring system so data can be gathered as frequently as necessary with minimal labor. But unless the vibration monitoring equipment was purchased as a part of the turbine, the $600,000 to $700,000 price tag for 100 turbines would give most operators sticker shock.
On the other hand, a stealthy approach to stay below the capital-investment radar is to implement a vibration monitoring scheme that would purchase a single portable vibration monitoring unit and follow the route-based approach. In this scenario, the capital cost, Ccapital, might be on the order of $20,000 (hardware and software) with another term, Ccapital plus, calculated by:
Ccapital plus = 1,880 man-hr x $40/man-hr
……………..= $75,200/year
Where $40/man-hr is the burdened labor cost.
This figure is for the use of equipment to collect the data, assuming personnel are allowed in the nacelle during operation. If the data collection must be done remotely, the labor dollars quickly escalate to $192,000/year (= 4,800 man-hr X $40/man-hr).
The financial comparison between the route-based data collection and permanent equipment data collection after 10 years is certainly worthy of consideration. The table, Vibration-data-collection costs for a 100-turbine wind farm, presents such costs.
The problem for the operator with many wind turbines is that a single, portable-vibration data collection unit with a two man team may not be able to collect the data at a 30 day interval under perfect conditions. Every operator knows Murphy’s Law of scheduling work on a wind farm: Wind conditions will not be right to do the work at the time it is scheduled, or there will be many other environmental factors to prevent scheduled tasks. This means either an increase in the time interval between data collections (increased risk of a “miss”) or allocating more than one team and equipment to make sure there is no compromise in the collection interval.
If the operator has properly set up the infrastructure to do the route-based vibration monitoring (i.e. relatively consistent data collection every 30 days), the next management issue is work priority.
Unplanned work will always exist to some degree and it must be addressed by management. In a “lean” work environment, the labor matches the planned requirements. The unplanned work gets addressed by delaying the planned work. Of course, this has strong potential to head into a downward spiral. And when it comes to the labor used in the collection of vibration data, this labor is the first to get shuffled as the work is often viewed as low priority. Without vigilance, it does not take much time before the vibration-data-collection initiative is put on a shelf along with the potential to realize life-cycle-cost reductions from the pursuit and execution of advanced maintenance strategies.
There is no question that properly executed vibration-monitoring program will provide the information necessary to plan maintenance and play an important role in the reduction of overall life cycle costs. There is also no question that having some marginal vibration monitoring program (the right hardware, right monitoring location, right acquisition parameters, at the wrong interval) is still better than not having one at all.
If you are starting down the path of implementing advanced maintenance strategies involving vibration condition monitoring, start with your eyes wide open. Don’t think you will get the benefits of a proper vibration monitoring scheme for a 1/3 of the cost of a monitoring scheme properly executed. That would be “too good to be true”. WPE
Filed Under: Featured



