Mike Lewis / Director / RGL Associates Ltd.
Bearing life estimation models such as ISO 281 (used for the design of wind turbine gearboxes according to ISO 61400-4) give a probabilistic view of the failure rate of similar bearings in similar applications as a function of time. So only a risk-based approach can be used to give guidance upon maintenance planning and spares inventory control, as opposed to maintenance actions for specific suspect bearings.
It must also be remembered that the approach will be different for gearboxes containing 20 or more bearings compared to main shaft bearings with 1 or 2 bearings. In the former, timely replacement of suspect bearings gives only a marginal improvement in the probability of failure of the system, whilst in the latter, the system is restored to its as-new state upon bearing replacement.
Typically, an L10 life in excess of 20 years is specified for each bearing in a gearbox. Due to series reliability, designers often specify L1 or L2 life in excess of 20 years.
The failed planet bearing did not lasted it calculated life.
At the design stage, a load spectrum for each system must be assumed that is either based on prior experience, extrapolation from other designs, calculation or dynamic simulation. The accuracy of the life estimate clearly depends upon these assumptions since wind turbines may actually be subjected to loads greater or smaller than those assumed. In that case, bearing lives will also be longer or shorter.
However, it is generally found that life estimates calculated at maximum rated output give a good representation of the most vulnerable bearings within a wind turbine, especially for the gearbox. Given that the most vulnerable bearings are identified by this method, a focus can be put on their periodic inspection rather than wasting time on those bearings with the lowest probability of failure.
Additionally, life estimates depend upon certain assumptions about the lubrication conditions and quality of bearings fitted. These assumptions include
- Bearings are manufactured from properly hardened, good quality steel
- Bearings have optimized contact between rollers and raceways
- The bearings have been correctly fitted and are undamaged during fitting
- The bearings have been supplied with a lubricant of adequate viscosity and cleanliness (ie low particulate contamination)
- The bearings are not subjected to misalignment loads
- The bearings do not have excessive or tight internal clearance
- The bearings are not subject to other failure modes, for example, electrical discharge damage, foreign body indentation, corrosion
Advanced calculation methods using FE modeling can deal with flexible housings, misalignment and internal clearance but these are usually underpinned by the principles of ISO 281.
However, ISO 281 only covers sub-surface and particulate initiated fatigue and there are many known failure modes that afflict wind turbine bearings, for example:
- Adhesive wear
- Abrasive wear
- Smearing
- Axial cracking
- Micro-pitting
- False brinelling
- Indentation damage
- White etching cracking and white structure flaking (WEC/WSF)
- Geometric stress concentration fatigue
- Particulate damage surface fatigue
- Cage fracture
Bearing life estimation models are being developed for some of the above failure modes. However, models for micro-pitting and adhesive wear also give probabilistic life estimates in a similar manner to ISO 281 and thus can only be used in risk-based analyses.
An example of probabilistic life estimates for bearings that may be generated by life estimation models is shown in the diagram below based upon a 3-parameter Weibull distribution described by the scale parameter (characteristic life L63), shape parameter (Weibull slope) and location parameter (failure-free life). Bearings within a gearbox, for example, may have different values of these parameters, hence affecting their individual probability of failure.
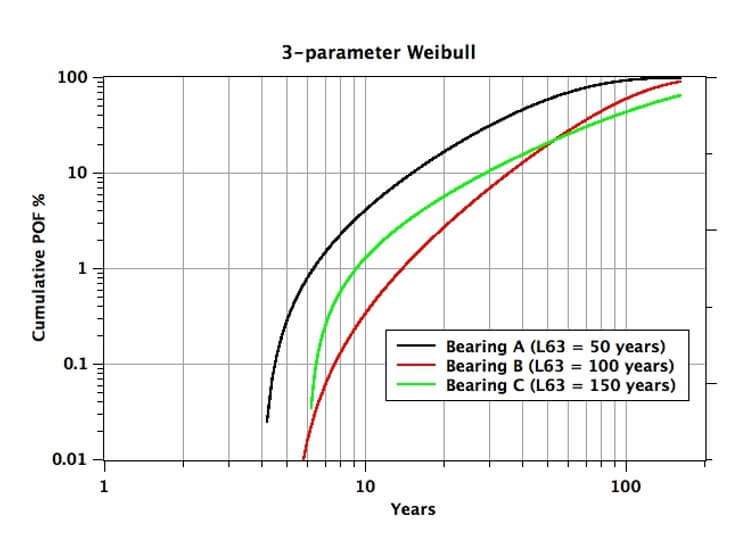
Some failure modes may have lives closer to deterministic, that is, the dispersion of life is small. This implies a high Weibull slope. Life estimation models for these failure modes must be very accurate and fully validated, otherwise there is the possibility that a large number of failures may be missed in a short space of time.
Here we examine how knowledge of the probabilistic life (ie the dispersion of lives of similar bearings under similar loading and lubrication conditions) might be used for maintenance planning and spares inventory control.
The objective is to minimize maintenance expenditure, maximize reliability, minimize spares inventory and schedule maintenance in periods of low wind activity to minimize the impact upon revenue.
In-service loads and lubrication
As mentioned above, initial estimates of bearing lives may be made from assumptions about the load profiles on the wind turbine. With a knowledge of the L10 lives of the various bearings, it will be possible to highlight the most vulnerable. However, individual wind turbines at a site may be subject to different loading conditions in which case bearing lives may be shorter or longer.
It is possible to revise L10 lives during service from SCADA data on power, torque and speed, together with any deviations from assumed lubrication conditions (for example, excessive oil temperature, water content, particulate content). Bearing lives may be revised on the basis of quasi-static data at its most simplistic, or by complex dynamic analysis that includes the effects of drivetrain transients upon bearing loads and hence contact stresses.
Thus probabilistic life estimates can be updated for individual wind turbines during operation in order to generate more accurate data upon which to base decisions. This is, of course, assuming that the OEM is prepared to make design data and bill of materials available. Or at least sufficient information for the components to be reverse-engineered by a third party.
Maintenance strategies
Strategies may take the form of corrective action when a failure occurs, scheduled (time-based) preventive action, condition-based action or risk-based action. Due to the nature of bearing failures, the most appropriate action is condition-based, with the exception of failure modes with a narrow dispersion of life (ie high Weibull slope). The reasons for such a conclusion are examined below.
Risk and reliability-based maintenance planning
A risk-based approach is a combination of the probability of failure and the consequences (in terms of safety, environmental, public or economic impact). Failure modes and effects analysis (FMEA) is a useful tool for identification of those systems or components that have the highest risk, perhaps quantified by a risk priority number (RPN). The OEM may perform an FMEA at the design stage and it is useful for this to be updated periodically as the wind turbine enters service. However, the OEM may not make the design FMEA available to an operator.
These feed into decision and cost models from which the maintenance plan is developed. It is important that any damage models are updated from actual loadings in order to improve their accuracy. Inspection of bearings thought to have short lives may also add to the improvement of model accuracy. Bearing life estimation models are an example of damage models, many of which can be developed to deal with deterioration mechanisms such as structural fatigue, corrosion, wear and erosion for other parts of a wind turbine.
There are a number of maintenance optimization models in the literature. One such model uses the net present value (NPV) of cash in-flows and out-flows for the scenario of maintenance action in year n of N year time horizon. The model uses the probability of failure as a function of time as an input parameter, together with the annual cash flow associated with production and that associated with implementing the maintenance at year n. The objective is to maximize cash in-flow. The model recognizes that there is a probability of failure up to year n that will result in lost revenue.
Total NPV is the sum of the NPV of maintenance action undertaken in year n (negative), the NPV of costs due to outages up to year n (also negative) and the NPV of the cost of outages avoided from year n to N (positive). The second and third terms include the probability of failure. Since the probability of failure may vary from one wind turbine to another due to usage, total NPV will be turbine specific. This may allow scheduling of maintenance spends across a fleet.
Typical analyses show that the optimized maintenance plan suggests component replacement at a probability of failure of less than 10% at some 75% of the time horizon N. This implies that there will be some failures during the period up to 75% of the time horizon.
Note that the costs due to outages will depend upon the total of the meantime to support MTTS (the time to supply spares and maintenance equipment to the site) and the mean time to repair MTTR, as well as the anticipated revenue during that period. The MTTS will be reduced by the spares inventory whilst the lost revenue can be minimized by scheduling maintenance during a likely period of low wind speed.
However, this type of optimization model, whilst valid for single bearings, does not recognize series reliability in gearboxes that inevitably have different probabilities of failure for each bearing. Taking into account the fact that maintenance optimization will be undertaken on each individual bearing, this may result in repeated maintenance actions that are not cost or reliability effective.
In addition to bearing life estimates, it is important to analyze reliability data and this can be challenging in order to have a consistent basis for presentation. There are issues such as geography, wind conditions, bill of materials, lubrication and loading that must be taken into account. The need for a standardized approach has been identified.
Reliability data analysis can take several forms from relatively simple statistical techniques through to failure mode analysis, vibration analysis, and degradation modeling in order of increasing complexity and cost. These lead on to maintenance optimization and optimized spares control.
The objectives of reliability analyses are to determine those components subject to frequent failure, whether they occur at specific ages or are random in order that appropriate spares provisioning and maintenance actions are undertaken.
Development of reliability databases can be affected by poor data quality, a lack of standards for data presentation, insufficient co-operation from the various stakeholders and relevance to modern turbines.
Maintenance planning
For an individual bearing, life estimate models predict the probability of failure as a function of time. If a bearing had an estimated L10 life of 20 years, then the probability of failure would be about 2.5% after 5 years and 5% after 10 years. This means that if a decision was to be made concerning bearing replacement after 10 years, there would be a 95% chance that the bearing removed would not have failed. This would be a waste of both a spare bearing the maintenance cost and outage cost.
Similarly, if the bearing had an estimated L10 life of 10 years and the decision was made to exchange it after 5 years, there would still be 95% probability that the bearing would be unfailed and unnecessarily replaced. This strategy would lead to unnecessary cost and when used for a gearbox, would not lead to significant increases in reliability.
Bearing life estimate models do not, therefore, provide guidance on maintenance planning. It is necessary to monitor for the onset of bearing deterioration and have strategies in place to reduce the rate of deterioration before a replacement can be undertaken. So condition monitoring combined with targeted inspection of bearings with shortest lives is an appropriate strategy.
An exception is the case of more deterministic failure lives, that is, those with a high Weibull slope and narrow dispersion of life. However, life estimation models must be very accurate in order to carry out maintenance in advance of a significant number of failures over a short period of time.
Spares inventory control
According to DNV-GL, spares inventory can amount to 8 to 16% of O&M costs for offshore wind farms. During the warranty period, it is to be expected that the OEM would hold critical parts on short delivery, but as wind turbines come out of warranty, good spares management becomes essential.
Unscheduled downtime as a result of component failure reduces availability, requiring delivery from the spares store to allow corrective action. As wind turbines come out of warranty, many operators are choosing to self-maintain which requires engagement with a complex supply chain.
Analysis of historical data concerning parts usage and maintenance activities can assist in determining what are the most critical spares to hold. However, it may take some years before such analysis can create the database upon which to make spares inventory decisions.
Management tools have been developed to determine optimum inventory levels. These aim to reduce inventory whilst still maintaining key performance indicators such as availability, spare part availability and response time. However, interrogation of SCADA data and condition monitoring systems to diagnose a component at fault often takes much longer time than the supply chain response.
Criticality of spare parts must be determined in order to specify inventory levels. However, this exercise can be limited by the knowledge of failure modes and, in particular, the failure rates. Bearing life estimate models provide some guidance on likely failure rates but these must be improved by actual failure rate data (that may take some time to build). There may be a reluctance to share such data amongst operators, but clearly, there will be benefits if this is done. The question arises over who should be the custodian of such a database and how it is added to and analyzed over time.
For scheduled maintenance, it is relatively easy to determine the level of spares to be held with due consideration of the lead-time to replace items as they are used. Unplanned reactive maintenance creates the greatest challenges since lack of stock results in production loss and increased costs of procurement on short delivery.
There are many optimization models reported in the literature, but here we will examine a quantitative risk-based approach. The objective is to establish the optimum level of spares such that the financial returns are maximized within acceptable levels of risks. The approach uses the probability of failure as one of its input parameters.
There are costs to holding a spares inventory, including ordering costs, purchase and shipping costs, holding costs and stock-out costs. Risk is a combination of the probability of a stock-out and the consequential costs (lost production, cost of quick supply, loss of goodwill). Consequential costs can often be difficult to estimate and it may be easier to ascribe numerical values corresponding to very low to very high.
The demand for a particular part may be determined from bearing life estimates that give the probability of failure as a function of time. Bearing life estimates are more amenable to determining the required spares inventory for a population of wind turbines. Consideration should also be given to the lead time for delivery of a specific bearing. Those on a long manufacturing time may have priority within a spares inventory budget.
In a risk-based method, the actual level of any particular part may be less than the expected demand at any point in time, in which case the risk level is the product of the probability of stock-out and the numerical value assigned to the consequence cost. Across a range of parts such as gearbox bearings, the probability of failure (and hence demanded stock level) and consequential cost of stock-out will vary. For the latter, this may be due to the variation in time to repair for those bearings easily accessible without gearbox removal and those requiring removal and full strip.
Once the total stock cost and risk level have been estimated for the parts, linear programming may be used to minimize the total stock cost and risk level thus giving an optimized stock inventory that also highlights parts that may be held at low stock levels because of their low consequential costs.
Conclusions
The following conclusions are drawn:
- Whilst quantitative risk-based maintenance models use the probability of failure as one of the input parameters, they recognize the fact that failures and consequential costs will arise in advance of the planned maintenance on a specific component. For systems in which series reliability is important (eg gearboxes), risk-based methods may create repeated maintenance activities as each bearing will have a different probability of failure and consequence. For example, bearings that cannot be changed in-situ are likely to cause longer outages. This may be less important for single bearings (eg main shaft) but risk-based methods may again result in failures before maintenance action
- Maintenance planning should, therefore, be on the basis of indications of incipient failure from condition monitoring systems. Efforts should be placed upon the development of actions that slow deterioration to allow sufficient time to put maintenance activities in place
- Some failure modes may be more deterministic, that is, a narrow dispersion of life characterized by a high Weibull slope. However, life estimation models for such failure modes must be very accurate and fully validated in order to carry out maintenance before a large number of failures occur over a short period of time
- Bearing life estimates, improved where possible by updating with service loadings and failure rate data, may allow optimized spares inventories to be set up. Semi-quantitative risk-based inventory models examine the combination of the probability of failure of a component and the consequence of a stock-out. Linear programming can optimize the total cost of stock inventory against the total risk number across a range of bearings, whilst highlighting those that may have a higher probability of failure but low consequential costs and thus can be held at low stock levels. Manufacturing lead time is a consideration in determining which bearings should be held as spares.
Mike Lewis, BSc MSc CEng MIMechE
Tel: 01606 891146
Mob: 07572 083818
Mail: mike.lewis@rgl-associates.com
Filed Under: Bearings, O&M



