A recent National Renewable Energy Laboratory program evaluated the durability of a 1-MW gearbox with journal bearings. Results are encouraging for wider use and more reliable gearboxes.
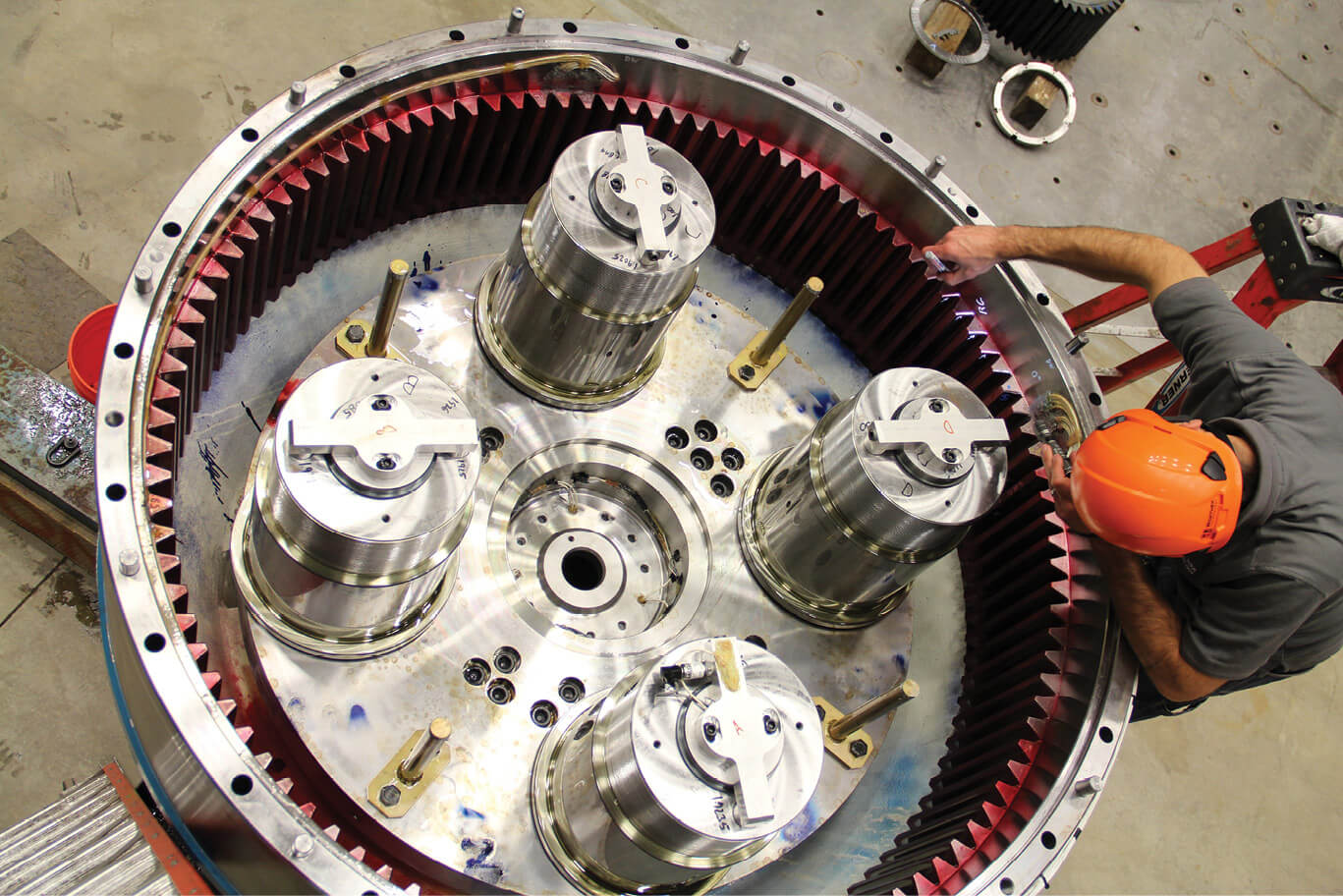
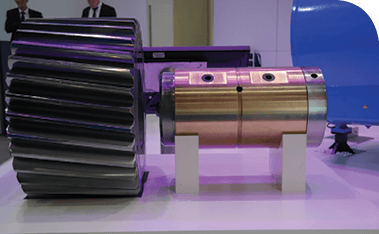
A technician assembles the gearbox with four journal bearings.
If a wind turbine gearbox is not yet fitted with upgraded roller-bearing arrangements in its planet stage, it soon will be when it is repaired because new bearing designs have a higher load capacity. Recent design preferences include preloaded taper roller bearings or cylindrical rollers with raceways integrated to the planet gears. But even these arrangements will eventually suffer spalling damage from rolling contact fatigue and require replacement. Is it possible that a gearbox with journal bearings could better withstand the harsh conditions that wind turbines impose?
One goal for the next-gen gearbox is to boost drivetrain efficiency.
Engineers at NREL and Romax Technology and other industry partners recently completed a U.S. Department-of-Energy-supported project to test next-generation gearbox, generator, and power converter technologies aimed at reducing the levelized cost of energy. The gearbox layout incorporated flex pin and journal bearing technology to improve planet load sharing and further the understanding of journals in this low-speed-high-load application. Within the project, the drivetrain was designed, built, and tested in a dynamometer at the National Wind Technology Center.
Dr. Ashley Crowther, the Global Vice President of Engineering at Romax Insight, presented the promising test results to the recent Drivetrain Reliability Collaborative meeting at NREL. The program goal was to suggest a next-generation drivetrain that would move the wind industry forward. “We were looking into an advanced gearbox arrangement for the wind industry to test technology with the goal of reducing system costs and maintenance while increasing efficiency,” he said. Journal bearings in wind gearboxes are uncommon, although there are a few recently offered by European gearbox original equipment manufacturers (OEMs).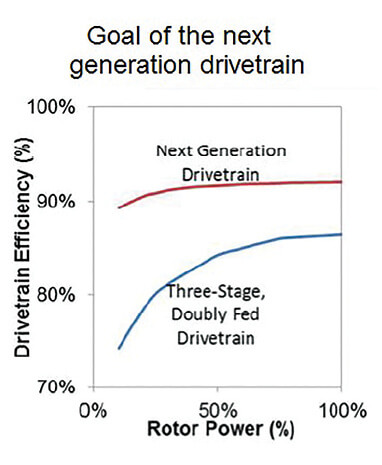
A previous NREL project provided a drivetrain for modification, with the main shaft supported by two tapered bearings and including a medium-speed generator. The conventional gearbox was replaced with one fitted with journal bearings in a single stage, with four planets mounted on flexible or flex pins. For cost-effectiveness, the test gearbox had one stage, but during the concept research, NREL’s Program Lead, Jon Keller said the team looked at a series of ratios and found that the lowest cost of energy is possible with a two-stage gearbox with a ratio of about 30.
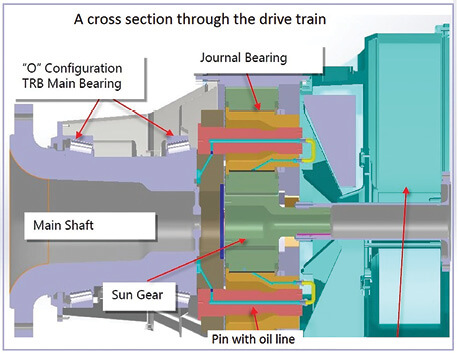
The illustration, A cross section, shows the sun gear and flex pins, which support the spindles, and the journal bearings supporting the planets.
The flex pin inside a spindle lets it translate slightly as planet loads change. A journal bearing rides on each spindle.
In this application, the planet rotates on a thin film of oil over the journal material and the ring is stationary. The material is steel coated with special alloys, proprietary to the manufacturer in Europe.
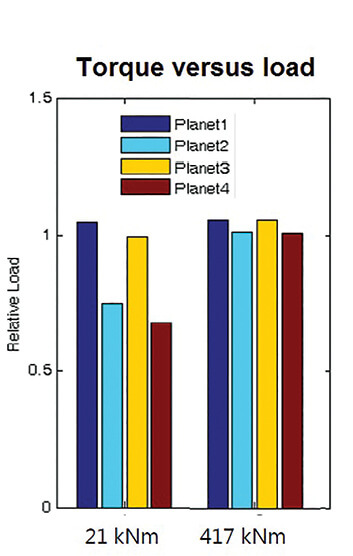
Plots from strain gages in the gearbox showed that load sharing improved with load to nearly equal load distribution at rated torque.
The purpose of the flex pin is to improve load sharing through the four-planet system. A three-leg stool provides an analogy. All three legs contact the ground so the stool does not rock. But a four-leg stool could easily rock if the legs are stiff. Similarly, a planetary system with more than three planets can share the planet loads unevenly. The system deflection, small clearances, and as-built errors (typically within tolerance) all play into the magnitude of the uneven load sharing. But if there is some flexibility in the system, it would be like having a spring on each of the stool legs, letting it always rest on four legs. The flex pin offers a way of doing that in a four-planet system. An earlier article (http://tinyurl.com/bearings-journal or WPE&D May 2016) provides more detail on rebuilding the gearbox.
Benefits and challenges
The pin is allowed to bend so the planets on spindles can move or translate up and down. Although the flex pin is not a new concept, and Romax has designed these gearboxes before, it improves the design and allows for a more compact gearbox to combine with the journal bearings.
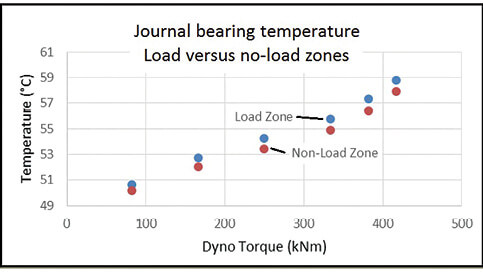
Although the oil temperature rose with load, temperatures stayed within an acceptable range.
Another benefit of the journal bearings is lower costs because of their simplicity compared to rolling-element bearings. Crowther’s team also suspects these types of bearings would improve reliability because they are made of fewer parts, and still need longer-term durability testing and field trials. However, the design greatly reduces the number of parts and, in that respect, should improve reliability. For instance, the design removes between two and four rows of bearings (depending on design) from each planet and replaces them with one bearing. Journal bearings can
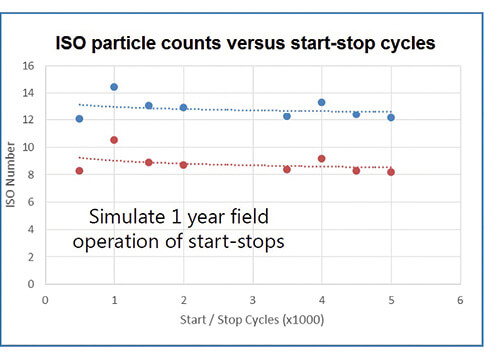
Particle counts remained stable during the simulated year of starts and stops.
also reduce weight and their assembly is easier than with preloaded designs. “So there are many benefits to the journal bearings, although we are certainly not partial to journals or rollers at the moment,” said Crowther.
There are challenges in the design as well. For example, an interference fit holds pins in the carrier, and the combined pin and spindle is also an interference fit. It is important to understand the stiffness of the fit, and its effect on the system-level models. Modeling all of these items in simulation software is a challenge and a recommended area of improvement.
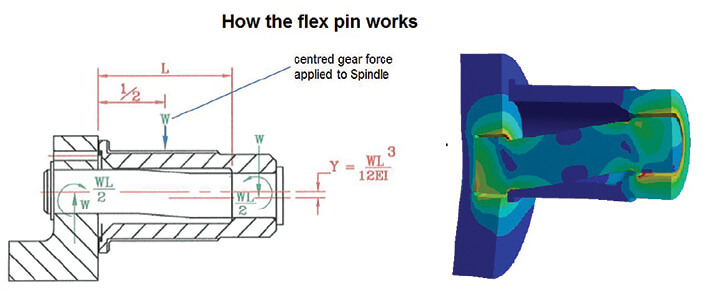
Flex pins
The flex pins let the gears float, so loads increasing with torque bend the pins. Due to the couples on the shaft, the spindle translates slightly, so the torques adjust to being near equal on each planet. Spindles do not tilt. That is important. The load sharing on a four-planet design absorbs torque fluctuations and reduces tooth misalignment. The bar chart Torque versus load shows results, where 417 kNm is near rated load, and the relative load on each planet is close to 1.
Lubrication
The lubrication system had to provide oil to the bearing. An oil feed comes through the main shaft housing, into the carrier, down the pin, and up the spindle to the planet. A rotating union allows pumping oil from a stationary section to the planet or rotating section.
There are challenges here. “Due to constraints from modifying an older drivetrain, we could not quite get the pressure we wanted. The rotation also caused pressure fluctuations. But it worked reasonably well, generating one bar pressure using a well-known gearbox oil. To maintain cleanliness, the system used filters of 8.5 and 3 microns. In addition, we heated the oil to maintain 55°C for an ideal viscosity. This gave a flow rate of about 0.5 to 4 l/min to the journal,” said Crowther.
The journal design is running at a relatively slow speed compared to other journal bearing applications. “We calculated design parameter for the journal bearings considering an axial component of load due to the tilt of the drivetrain at 5° but there was no large load from a helix angle on the gears as is common. Then, there were radial loads on the journals from gear-mesh forces, as well as some small loads from pressure angles on the gears and the deviations in manufacturing” said Crowther.
Modeling the journal called for understanding the deflections including the tilting of the gears, and particularly how it affects the tilt of the planet gear mesh. “We calculated the film stiffness, and that was research, but out of that and other work, Romax Technology did some modeling developments for Romax Designer. We researched the pressure distribution across the width of the journal. In the end, we were able to get a good stiffness calculation to finish the design” stated Crowther.
Instrumentation
It was necessary to measure many parameters to confirm the function of the design. Durability was judged at teardown and by a particle counter of debris in the oil. “For function, we wanted to know that we had the right pressure, cool running temperatures, and the ability to gather physical measurements such as component strains. The gearbox was instrumented for temperature and pressure at the end of the pin, which gave good information as to how the journal was running,” he said. Strain gages on the flex pin measured the bending and validated that it was acting properly. This also verified load sharing between the four pins.
Functional tests
The previous chart, Torque versus load, shows loads at low and rated torque, where load sharing becomes quite good. At low torque, uneven sharing does not matter because there is low stress on the bearings and gears. But as torque increases, the loads even up. “They were between 0.95 and 1.05 relative load, which is quite good. If designing a conventional gearbox with four planets and without flex pins, a load share factor of about 1.25 would be appropriate. Flex pins allow either a smaller gearbox or a higher reliability, or you can design for a trade-off in the middle,” said Crowther.
Tooth load distribution, another important performance criterion, was assessed by using a tooth marking compound and tooth root strain gauging. The strain-gage measurements allowed working out the tooth load distributions, which were deemed adequate. “A little contact showed to one side. The challenging factor of modeling the stiffness of the flex pin to the spindle interference fit was the driver behind that, if we were going into production we would correct the next gearbox easily,” he said.
“The load factor, KHß, met requirements,” said Crowther. “It is the peak load over the main load, and the value decreased as torque increased, so it improves toward the rated torque but could be improved further,” he said.
The performance tests ran the gearbox at steady state under load until everything settled. “Temperatures were quite cool. One thermocouple was in the load zone and one out, and temps rose pretty much together, but much lower than what would cause a gearbox shut down. So the bearings run cool and there is low wear. Maintaining the sump oil temperatures with heaters was the driver of the oil temperature more than anything,” Crowther concluded.
A particle counter set to International Standards Organization (ISO) standards, or bins, was part of the durability tests, which provided the equivalent of 1 year of starts and stops, about 5,000 cycles. Through that testing the particle count remained stable. “During start-stop testing, we were not seeing particle generation that would wear this thing out, which was good. We had pretty low wear. The teardown also revealed minimal wear from the functional tests and the standard for durability testing,” said Crowther.
With a limited budget, the team settled on two tests: start-stops, which involved runs from standstill to 10 rpm in 10 seconds at no-torque load for 5,000 cycles. This approach would simulate about one year of operation in about 21 hours.

Even with the oil pump off during the dithering test, the journal bearing did not get hot.
These tests were followed by a dithering test, or an oscillation of the gearbox. “This latter test would simulate a turbine at idle or low breeze and could represent thousands of hours in a turbine’s life. So the dither test simulated slow rotations. It’s significant because a slow rotation does not generate the film thickness or pressure to lift the journals. The bearing operated in the boundary lubrication regime—surfaces rubbing against each other. The goal was to see how well the box would hold up,” said Crowther.
Lastly, a call was made to run it without oil pressure. “So we turned off the oil supply, not even having the one bar, to see what would happen. And then after, we did a teardown,” he said.

The gears suffered expected tooth damage in the no oil + dithering test. Such damage would appear on any gearbox in a similar situation, but the journal bearings had little wear.
During the teardown, the team looked for damage to the journal and other wear in the gears. It is not possible to see into the journals as with rolling element bearings, therefore it was not possible to use a borescope of the gearbox during testing to look for damage.
“The gears did not perform so well for this harsh dithering test, as a result of running them without oil”, reported Crowther. “We saw terrible fretting corrosion. This durability test was horrible enough to impart significant damage to the gears. It goes to show how rough a test this was for the journals because any wind turbine gearbox would see gears with this type of fretting corrosion if you ran such a test,” said Crowther.
Standard criteria of acceptable and poor journal bearing wear—pictures with ranges of dark bands on bearing surfaces—let the team judge or rate results. “Recall,” said Crowther, “that journal bearings fail from wear, not rolling contact fatigue life, because the load is not on a line, it is spread over a large area.”
He reports that on teardown, the team saw some wear on the journal and spindle, but it was considered minor and acceptable.
Other tests followed. One was without the oil supply, for 54,000 cycles at ± 0.5° at 2 Hz, another for 1 hour of dithering with 25% oil flow, and then 6 hours dithering with zero oil flow.
The graph Accelerated dithering – zero oil flow, shows the pump pressure. “The oil temp is interesting because we thought that journal bearing would get hot, but it did not,” Crowther said. “When the oil pump was turned back on, the debris that may have accumulated in the bearing because of wear came out and the count rose a bit.”
The journal bearing showed acceptable wear and performed quite well. It exposed the soft copper layer (~700-µm thick) after wearing off the (~20 µm) coating material. Also, it is a bit to one side because of gravity.
The little damage found on the journal bearings shows remarkable promise for this application.
Crowther closed with several industry recommendations:
• Maintain some level of lubrication during shipping, erection, standby, curtailment, extended shutdown, and similar periods
• Encourage turbine OEMs to work with gearbox OEMs to put more journal bearing gearboxes in service for long-term evaluation
• Develop the supply chain to OEMs, qualify journal-bearing suppliers, and determine the volume needed
• Develop new certification calculations and design practices
• Extend prove-out tests or long-term field performance in volume
• Develop condition monitoring and inspection standards
• Measure film thickness and validate analysis
• Improve interference fit modeling and validations 
WINERGY ALREADY USES JOURNAL BEARINGS IN LARGE GEARBOXES
Gearbox manufacturer Winergy recognized that journal bearings have proven their advantages in several other heavy industries, so why not in the wind industry? Last year, the company said that since March 2013, a 2-MW gearbox prototype with journal bearings has been in operation in a Vestas V90 turbine in Sweden.
 More recently, a spokesman for Winergy, Tobias van der Linde, reports that the Vestas turbine with journal bearings is still in operation and is performing well. Meanwhile, the company has put two more gearboxes into service in the 2 to 3-MW class, and for other turbine manufacturers. Several additional commissionings are planned for 2017.
More recently, a spokesman for Winergy, Tobias van der Linde, reports that the Vestas turbine with journal bearings is still in operation and is performing well. Meanwhile, the company has put two more gearboxes into service in the 2 to 3-MW class, and for other turbine manufacturers. Several additional commissionings are planned for 2017.
Van der Linde also reports that the company is building and testing journal bearing gearboxes for future multi-megawatt offshore turbines which are expected to enter service by the end of 2018.
The company would not share technical data on the gearboxes but would say that no changes were needed on peripheral equipment such as the oil-supply system in comparison to gearboxes with roller bearings. Also, there is no higher oil demand, bearing temperatures stay constant at the rated power, and all tests show no wear on the bearings. Journal bearings are available in Winergy gearboxes and for the HybridDrive.
Filed Under: Featured



