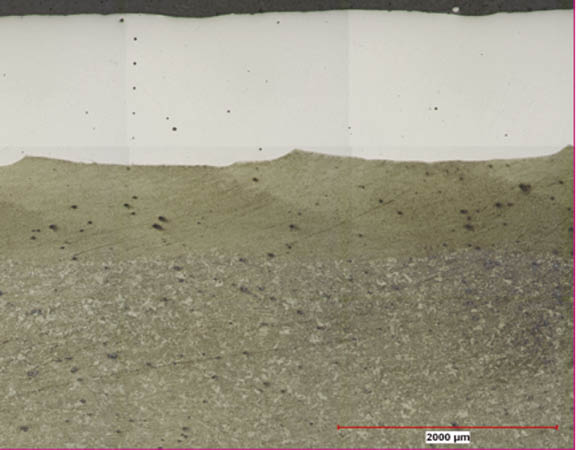
The cross section of a repaired surface shows laser clad stainless steel on a medium alloy steel substrate. Caterpillar has seven cells running, repairing mostly axel shafts, hydraulic rods, and other smaller components.
A laser-cladding process developed by Caterpillar Inc. to repair wear and damage to large axels on mining trucks is applicable to worn or damaged main shafts of wind turbines. At a recent O&M Summit, Kristin Schipull, a metallurgist with Caterpillar (www.cat.com), showed how the process works and reported that repaired axels match the performance of new ones. Although Caterpillar did not invent the process, the company is always working to apply the repair techniques to more components.
An axel repair is fairly straightforward. A worn axel from a mining truck is cleaned and inspected for the extent of its damage and an engineer details the steps for its repair. The exact metal deposition can involve a variety of process such as thermal spray, welding, and coating and cladding, providing several ways to remanufacture a worn part. And truck axels are a little like large wind-industry components.
On a wind turbine main shaft, bearing journals, or the coupling end of the shaft, the damage could be the spalling that comes from removing or disassembling it, or from removing a damaged bearing. The used shaft is placed on a lathe and the damaged material removed. A cleaned shaft would then be mounted and slowly turned on a spindle. A robot-controlled laser slowly sweeps the length of the damaged area while powdered metal is fed around the laser beam to melt and fuse it to the shaft surface. Layers are built up to a required thickness and later machined to required specs. “We typically apply 1 to 2 mm per layer and have validated stainless steel coatings up to 15-mm thick,” says Schipull. “Materials include a wide range for the powder process and that gives a lot of flexibility for a repair. Most often, powders are of stainless steel, tungsten carbide – a lot of hard face coatings. Turbine shafts will be repaired with stainless steel.”

The laser-cladding process (at work on a truck axel), can repair wind-turbine components, such as damaged or worn shafts. The process provides a metallurgical bond that fuses to the shaft surface so well it performs like new.
Laser cladding provides a metallurgical bond to the surface with a small or minor heat-affected zone. From a performance perspective, the coatings have good microstructure, and perform well in a four-point bending fatigue analysis. The latter test is one technique Caterpillar uses to simulate a load a full component will experience, but on a small scale. These repairs can be applied to most shafts under 20,000 lbs., adds Schipull.
“On steel castings, the coated part outperforms the original casting because the coating structure is superior to that of the original steel,” she says. “Our department motto is: As good as new and strong as ever. Remanufactured parts can meet the same standard as new components.” For the wind industry, Shermco Industries will provide a point of contact while the repair work will be done in Caterpillar’s Fargo, N.D. factory. WPE
Filed Under: Featured, Nacelle, News, O&M




LaserBond reclaims fatigued and worn industrial parts whilst improving the resistance to wear and corrosion, increasing reliability and service life. New components and replacement parts are surface engineered to provide extended service life in a range of challenging environments and applications.
Due to the extremely low dilution with the substrate, high specification materials can be applied in a thin layer with corrosion and wear resistant surfaces as thin as 0.3mm possible. Thick overlays for significant repairs of up to 20mm can also be applied in multiple passes. Heat affected zones are minimized and the stress related cracking inherent in welded or PTA applied hard facing is generally eliminated.
Laser Cladding–8 Axis Robotic Laser System capable of cladding complex geometries and internal bores. Can handle up to 6100mm long x 2000mm diameter & 15 ton.
Thermal Spraying–7 Axis Robotic System capable of coating complex geometries and internal bores. Can handle components up to 6100mm long x 2000mm diameter & 15 ton. HP HVOF (High Pressure High Velocity Oxy-Fuel), Plasma Spraying, Arc Spraying and general combustion systems.
Full Machine Shop-CNCLathes(7), CNC Horizontal Borer & Mill, CNC Vertical Mills(2), CNC Horizontal Machining Centre, Vertical Borer, Horizontal Borers(2),Centre Lathes(11), Mills(5), Cylindrical Grinders(4), Surface Grinders(2), Internal Grinders(2),Cylindrical Superfinishers(2)
Ajith Ranasinghe | Engineer
LaserBond Ltd
2/57 Anderson Road, Smeaton Grange NSW 2567
| m:+61417618512 | t: +612 4631 4500 | f: +612 4631 4555
laser-cladding process is very important process to repair large trucks and turbines. We use this process on products and make them new.
Cladding Spraying
Hello,
That application is very valued and need to be fast and wide use in so many processes.
I want to ask like Peter ,can this application be used at the site of the process or not?
Also, is the 1-2mm and 15 mm coating is that all the ability of that application.or that is just an example?
Also what is the high and low limit of using that application in dimensions.?
Thanks for your effort,
With regards,
Laser Cladding is the best alternative to purchasing a new part
We are a company in Australia ( LaserBond Limited) and we specialise in Laser Cladding and Thermal Metal Spraying , HP HVOF,Plasma, arc Spray etc. How do we get a piece of the action in Australia- Who do we need to see/ speak to?
We have already successfully repaired parts for Mining industry, Marine Industry and Power generation, using our laser technology.
Interesting technology but the question is – it is possible to performe that service up tower? If not maybe cheaper will be to buy new spare part.