You might think it strange that a company with the mission of repairing and improving wind-turbine gearboxes would share what it has learned about the machines. But that is exactly what Gearbox Express and Romax Technology did recently with me, and many others throughout the year. It’s good for the wind industry.

During an initial shop tour, Gearbox Express CEO and founder Bruce Neumiller explains a few of the details necessary to rebuild a wind-turbine gearbox.
After two days of lectures and discussion with technical material delivered by Romax and hosted at the Gearbox Express workshop at its facility near Milwaukee, it’s not hard to understand why wind-turbine gearboxes have such short working lives. These 20 to 30-ton units are built with the precision of a spring-wound watch. When bearings and gear teeth do not properly share loads, as is often the case, things slowly fall apart.
The two-day classes are conducted several times annually. Gearboxes, of course, are made of high quality steel and machined to four decimal places. But nature extracts a price for what it gives. Wind turbines must endure high winds, gusts, wind shear, veer, and more across the rotor which acts like a huge lever to wrench the main bearing and pound the main shaft into the gearbox. So gearbox loads are anything but steady state.
For a closer look at why wind turbine gearboxes break and what might be done to make them last longer, Gearbox Express collaborates regularly with gearbox designers at Romax Technology and bearing manufacturer Timken Co.
The 168-page notebook provided by the class covers the proper maintenance of a gearbox and the worst of what can happen to it.
Gearbox Express got started about three years ago when it recognized the need for a repair facility. The company worked with Romax and Timken to perform root-cause analyses on several megawatt-class gearboxes and then devised upgrades that led to an improved gearbox design called Revolution. The company has enough confidence in the design to give it a five-year warranty.
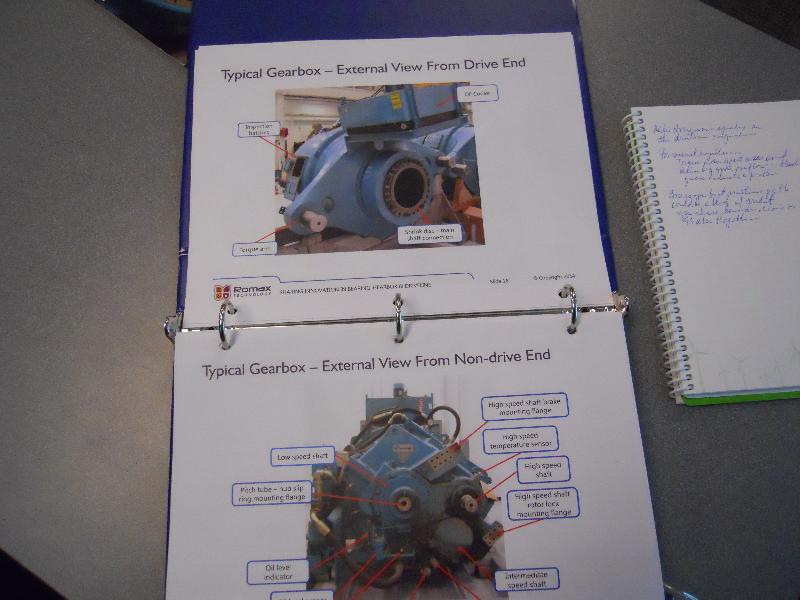
A two-day class just scratches the surface of gearbox maintenance but it, or something like it, should be required for wind techs. The class comes with a 168-page notebook put together and presented by Mike Hornemann, a lead reliability engineer at Romax, and covers turbine drivetrain and gearbox designs and the technical terms necessary to properly discuss them. A look inside several gearboxes shows, for instance, that most use a planetary speed increaser on the input and then one or two helical stages for a speed increase factor of about 90:1. Higher power designs use two planetary stages.

Glitter on a filter is never a good sign. The steel shavings have come from a bearing or gear that has been wearing much too fast.
With terminology in place, discussion turns to what causes gearbox failure. Its no surprise that there are several sources. For instance, because weight is always an issue, gearboxes are designed with a service factor close to one, meaning there is little room for overloading them. That service factor implies that loads on gearboxes are known quantities. But they are not. Though 1.5-MW units are designed expressly to handle an input of more than 500,000 ft-lb, gusts and wind shear can load a wind turbine drivetrain in ways that are difficult to quantify. For instance, torque from the main shaft comes into the gearbox on the planet carrier where it transfers through several rows of cylindrical roller bearings and then into the planet gears. Getting those bearings to share the load is difficult at best. Getting the loads to spread evenly among the three planets is another trick.
No surprise, then, that gearbox problems often start in planet bearings. As with any gearbox, when the bearings do not share the load, they begin to wear, shedding bits of steel into the gear oil. (A gearbox from a 1.5-MW turbine uses about 400 liters of oil.) This debris can spread throughout the gearbox and wear other components, which also shed small bits into the oil. Hence, keeping gearbox oil clean is a first line of defense.

The first thing you encounter when entering the heavy-work area at Gearbox Express is the sobering sight of broken gears, such as the pinion, and damaged bearings.
For better reliability, the rebuilt gearbox uses Timken Wear Resistant bearings. Timken’s Rick Brooks described the Wear Resistant coating as a metal-containing diamond-like carbon coating applied to superfinished rolling elements. It is vacuum-applied to the rollers in batches. The coating provides a hard surface that avoids smearing and adhesion damage, while improving debris resistance. The company also recommends bearings that have been case-carburized, not through hardened.
As we learned, the wind gets assistance in destroying gearboxes from other things. For instance, small inclusions in bearing and gear steel can initiate cracks. Once a hairline crack migrates to the surface of a gear tooth, wear can advance to a broken or worn tooth.

Similar pitting on several gear teeth points to poorly distributed tooth loads.
There are still mysteries associated with gearbox failures. Metallurgists have found that when etched with an acid, small areas around a crack origin show up bright white under magnification, and their hardness reading shows them to have Rockwell C of >70 while the surrounding steel has a hardness rating of 60. What’s going on? Good question. Timken’s Brooks says each bearing manufacturer has its own theory for why material hardness changes. Timken, adds Brooks, is collaborating with several U.S. universities to find the answer. Current research points to impact loading being the primary culprit. Other bearing OEMs are working on their own research. Expect more industry agreement on the source of hardness changes in a few years.
Meanwhile, wind techs will have to learn to recognize symptoms of an ailing gearbox. Condition-monitoring

GBX CFO Brian Hastings (blue sweater holding drawing) explains the high speed shaft drawing details while GBX technicians demonstrate how to remove the HSS assembly from the gearbox housing.
systems, those consisting of vibration sensors that mount on the important parts of the gearbox, can warn about impending problems. For instance, a new and evenly loaded gearbox should generate little vibration. As it wears, telltale vibrations or fault frequencies, will call for closer examinations and diagnoses. One way to examine the inside of a gearbox is with a borescope. During the hands-on session we found it takes some skill to use a borescope properly and practice to access hard to reach components such as the sun gear and the generator side planet carrier bearing. The instructor passed on many tips for ensuring that each image is clear and sharp as well as properly labeled. The training revealed that the camera tip can easily jump around so a steady hand is useful. The student notebook included several pages of borescope operations and best practices, but nothing replaces practice. So the next time you see a clear borescope photo showing obvious gear or bearing damage, know that a skilled tech captured that image after a long period of patient looking.

Part of the shop session is a demo of how to disassemble a gearbox to remove the high speed shaft. Workers Zach and John make it look easy with the right tools and equipment.
In addition to practice with high quality borescopes from Olympus and GE, shop sessions included work with a dial caliper, mounting bushings on planet shafts, and seeing what it takes first-hand to remove the high-speed shaft from a gearbox. GBX shop technicians handled this latter task because it involved overhead cranes for heavy lifting and special tooling for removing the shaft bearing.
Students leave the class with better knowledge and confidence to positively impact the reliability of gearboxes and main bearings at their sites. I left thinking also about the old adage: the more you know, the more you realize you don’t know. That realization encourages students to want to learn more. Gearbox Express and Romax (gearboxepress.com/school) charge $2,500 per student and conducts classes at least four times throughout the year.
–Paul Dvorak
Filed Under: Gearboxes, News




Why not run the driveshaft all the way through the nacelle and add more bearings to dissipate the lateral forces , and put the gearbox on as a secondary driven device (belt, chain, or gear), rather than try and make the gearbox stabilize the forces from the rotor? I would think that bearings are cheaper than transmissions…
My company, Epi-Energy Ltd., is developing the first continuously variable speed transmission for wind turbines to employ a reliable and rugged cycloidal drive mechanism. We hold several patents for this device and we are seeking industry partners to help deploy this technology. Please feel free to contact me if you would like additional information.
Thanks for this interesting article. The main problem with the planetary gearbox design is inherent: The planet loads cannot be shared equally. The gearbox can be over-designed to accommodate this problem, but as Paul indicates, this is not practical in a wind turbine, especially because of the powerful external forces the rotor imposes on the gearbox. They increase the planet load imbalance and cause other destructive stresses and strains.
The industry will not be able to overcome these fundamental problems with the planetary design, no matter how much time and money it spends.
Some wind turbine manufacturers recognize this, but they assume that there is no other gearbox design that would work. Therefore they abandon gear drive for direct drive. This is another folly. Direct drive is also inherently flawed. It is another dead end for wind turbines large enough for wind farms.
There are wind turbine gearbox designs that are superior to the planetary type, for instance the Multi-Duored by Winergy, although it is not perfect. Better designs exist, but they are not commercially available. However, none of them will succeed unless the cult of the planetary gearbox is overthrown, but that cult is extremely powerful. It will probably continue to impede progress for many years, until it is too late.