By Michelle Froese, Senior Editor
Windpower Engineering & Development
Gearboxes have long taken blame as the typical cause for a wind-turbine failure, and for good reason. Many gearboxes fail to pass the five-year mark without need for component repairs or full replacement. But when the wind industry first got its start, few considered the high winds, vibration, or environmental conditions that turbines must withstand.
“At the time, the same basic gearboxes used at cement mills or in industrial applications were simply hauled up some 300 feet in the air, place inside a nacelle, and expected to work to the same standards,” said Richard Brooks, Manager of the Wind Energy Aftermarket at The Timken Company. Timken engineers and manufactures bearings and mechanical power transmission components. “Little thought was given to customizing the gears or bearings.”
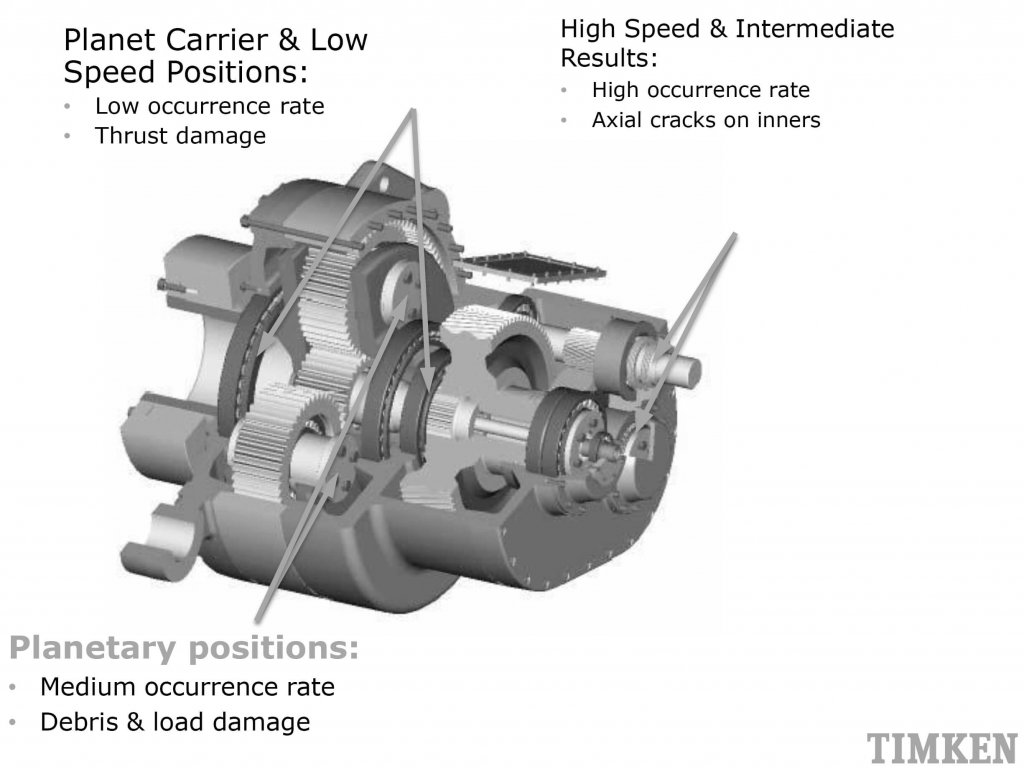
A view inside a gearbox shows the three different bearing positions. Planet carrier and low-speed bearings have the lowest rate of failure, while high-speed and intermediate bearings have the highest rate. Planetary bearings rank in between and typically offer a 10-year life expectancy before expected failure.
Times have changed and today a gearbox is specifically designed for its intended application, such as for use in a wind turbine. However, the “gearbox legacy design issue,” as Brooks calls it, has led to years of lessons learned for the wind industry that continue to this day. “For example, a wind gearbox designed for a brand-new turbine today is exceptionally better than one even made five or seven years ago because of the accumulative knowledge engineers have gained and continue to gain over time.”
Although this progress has led to more durable gearboxes capable of better handling the harsh conditions turbines face, there is still one fundamental challenge. This challenge primarily relates to differences in speed, according to Brooks. “A turbine’s rotor may be turning at about 15 rpm but the generators are going 1,500 rpm, which represents an increase of 80 to 100 times,” he says.
Typically, a designer would select different types of bearings and lubricants for low and high-speed applications. “But here you have one gearbox handling different speeds and loads with one type of lubricant. This isn’t the best scenario.” Brooks says that in an ideal world, the turbine design would make use of two different gearboxes — one for low and one for high speeds — but that’s too complicated and not economical or feasible for the wind industry.
“Nevertheless, you’re still stuck with a machine that must deal with compound speeds in a harsh and complex environment, while facing high dynamic loads. Over time that leads to failures.” Brooks says the industry is likely never going to fully overcome this challenge in gearbox-driven turbines, but quality bearings properly maintained are one step in mitigating turbine downtime.
High-speed bearings
Although there is some truth to the statement that a gearbox is only as good as its components, even the highest quality equipment has a limited life expectancy in the wind industry. Bearings offer no exception.
Bearings serve numerous roles in a wind-turbine gearbox and show different failure rates based on their position. For example, planet carriers and low-speed bearings work with some thrust load but generally have a low failure rate.

“That’s not to say damage cannot occur or become an issue in low-speed bearing positions,” says Brooks. “Typically when the wind industry is discussing bearing failure rates, they’re more often than not talking about high-speed and intermediate bearings.” Brooks is referring to the bearings on the parallel shaft, and primarily the high-speed shaft that drives the generator. The type of bearing used on the high-speed shaft will vary depending on the gearbox model and manufacturer.
“You’ll either see a cylindrical with a ball bearing, a double tapered bearing, or a single tapered bearing of a special design,” he says. “Regardless, the high-speed shaft bearing has the highest failure rate of all the bearings found in a wind turbine,” he says.
The reason? “The main cause of failure in high-speed bearings is from axial cracks or white-etch cracks, which are cracks related to a change in the microstructure of bearing steel.” Technically, there are three potential damage modes, but Brooks says that over time each results in the same problem: a spall or crack on the inner ring of the bearing.
Typical damage modes in high-speed bearings
1. Smearing, which is a type of surface damage that may alter the original surface texture and profile of the bearing.

The observed damage modes in intermediate bearings include smearing, inclusion axial cracking, or white etch axial cracking. If not addressed, over time smearing and inclusion will lead to an axial crack on the inner ring of a bearing.
2. Inclusion axial cracking or spalling, which according to Brooks are caused by non-ferrous contaminants and can lead to granular weakening of the bearing coating or material. “The greater the inclusions, the more likely the bearing will develop cracks,” he says.
3. White-etch area axial cracking or flaking, which is a transformation of the bearing material’s metallic structure. The exact cause is highly debated in the wind industry. “We’ve been discussing white-etch cracking for 10 years, and are still talking about it,” says Brooks. “It is an issue that has won the attention of engineers, bearing experts, gearbox manufacturers, and even major universities — some of which are using electron microscopes — to determine the cause of axial cracks, so it is a complicated issue.”
The reason high-speed bearings get so much attention is their high failure rate, which occurs about every five years. Fortunately, repair costs are relatively low. “A replacement bearing set will cost a few thousand and it only takes a small crew of wind techs up-tower — no crane required — to complete the job in about a day.” So, a full repair may only cost about $10,000, says Brooks.
“However, this scenario comes with a big ‘if’,” he adds. “You must detect potential cracks before the bearing begins generating debris and causing other problems. Once there are consequential damages, there is no choice but to replace the full gearbox and that cost is no longer low.” Brooks says detection can be done though online vibration analysis and oil testing with a sampling for Iron content.

Inclusion-related axial cracking in bearings typically appear as a “white etch butterflies.” Eventually, cracks will form and prorogate to the surface of the steel.
“Maintain a good lubricant practice, which incudes using the appropriate lubricant for this application,” he advises. “And do everything possible to keep water out of the gearbox. I know this is easier said than done given the environment wind turbines are in.”
Planetary bearings
While high-speed bearings have the highest failure rates and low-speed bearings have some of the lowest, planetary bearings rank somewhere in between. Life expectancy is about 10 years before failures typically set in, although this can vary depending on the make and model of the gearbox.
“But regardless of gearbox model or bearing type, we generally find that deflections and loading problems are the primary issues with planet bearings,” he says. “This is because of the variable loads that come into the gearbox and cause undesired deflections. This is made worse when the main bearing wears and lets even more thrust and load than intended into the gearbox. Over time, these forces take a toll.”
Spherical roller bearings were the planet bearing of choice about 15 years ago, but thanks to some lessons learned that’s no longer the case. “In fact, the standards now discourage use of spherical roller bearings in gearboxes,” says Brooks. That leaves cylindrical or taper bearings, a choice that varies per gearbox manufacturer.
“If you compare tapered bearings to cylindrical versions, tapers do a better job of handling thrust damage — at least with proper installation.” Brooks cautions that tapers are a precision bearing and more challenging to assemble than cylindrical types. Proper monitoring is critical to watch for excessive wear, and he advises three steps for wear detection.
Wear detection of planetary bearings
1. Routinely test oil samples for iron content. “Ideally, this should be done online with a program that’s installed in the gearbox and continually monitors and checks for wear particles,” he says.
2. Install and monitor an online vibration analysis.
3. Check the position of torque arms in gearbox mountings. “If they have moved all the way backwards, this means the gearbox has likely experienced too much thrust,” Brooks points out.
Damage to a planetary bearing can accumulate quickly. Unlike high-speed bearings, replacing a planetary bearing requires a more complex strategy than simply sending a couple wind techs up-tower for repairs. Typically a crane is needed on site, and potentially a full rebuild of the gearbox.

Borescopes let technicians look inside wind-turbine gearboxes for gear and bearing damage. The image is of a typical axial crack. A roller is on the left and the race is on the right.
“In fact, if you go back three or four years, if you had a planet bearing problem, that gearbox had to be fully removed from the nacelle and tower, which always required a crane,” says Brooks. “Service companies are now getting creative and figuring out ways to replace planetary bearings up tower when possible. This is saving costs.”
When cylindrical bearings are damaged, Brooks recommends replacing them with a case carburized design, which is more durable to debris. Case-hardened steels exhibit higher fracture toughness than through-hardened steel. He says there are also a number of coating options that could help, such as a black-oxide or diamond-like carbon coating. “Or, you can consider a re-design to make the cylindrical more of a precision bearing or switch to a tapered bearing.”
For damage to tapered bearings, Brooks also suggests using a case carburized design — or an integrated design, which is a newer option for gearbox manufacturers and service companies.
Integrated bearings
A bearing typically has three pieces: the rollers, an inner race that is pressed onto a shaft, and an outer race that is pressed into the gear bore. But now there are options that integrate the inner race with the shaft or the outer race with the gear, or both, into one solid component. “Integrating essentially machines the bearing’s outer race into the inner bore of the gear,” explains Brooks.
An integrated bearing reduces the total number of components in the assembly by directly machining bearing races into the surrounding components of a gearbox. It is an option for cylindrical and tapered gearbox planet bearings.

High-speed bearing solutions. This table offers a quick guide on how to best address high-speed bearing damage. For example, if a bearing is showing inclusion or white etch cracking, a case carburized design may be the answer.
“In some ways it brings complexity into the manufacturing process because bearings are not made at gear plants nor are gears made at bearing plants,” says Brooks. “But there are a lot of advantages to integrating the two.” Most notably: integrated bearings show improved performance and greater power density.
“Certain failure modes simply don’t exist with the integrated design,” says Brooks. “One example is referred to as creeping outer. This occurs when a bearing race is pressed into the gear so that, over time and under load, the bearing can potentially move and generate debris. Of course you don’t want that, and it cannot occur with a one-piece, integrated component.”
For this reason, many brand-new gearbox designs are employing integrated bearings, whether cylindrical or tapered. “Lesson learned,” says Brooks. “It takes time, but with each new design we progress and gain more knowledge. In fact, a few companies are also starting to offer integrated retrofit rebuilds, which is a fairly new and exciting option in the wind industry.” 
Filed Under: Bearings, Gearboxes, News, O&M, Projects



