
The NEG Micon may be an aging bird, but newer airfoils on more efficient blades can keep it productive for many more years.
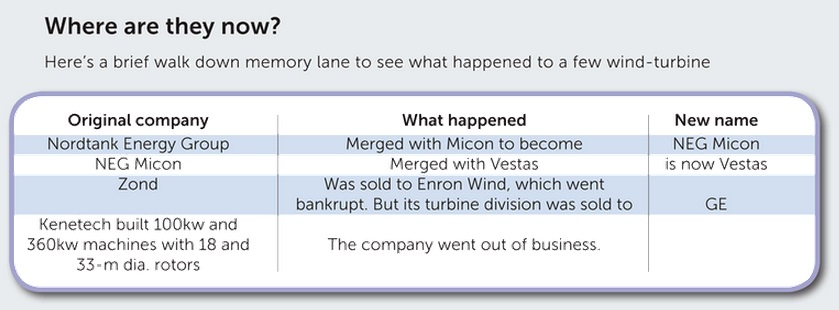
Many older turbines in the U.S. have more than a decade of work under their belts and still work quite well. Their outputs, which were less than one megawatt when new, may be sagging now, but their hearts are strong. With names such as Zond, Micon, Kenetech, and Nordtank, these older machines were built with healthy safety factors, so if properly maintained with a new set of blades, they can still pump out power for many more years. But having past 10 years-of-service means their original fiberglass blades are so worn, their aerodynamics may be lost, a big reason for lower output. And the Zond parts store and others are long closed.
New part store
Engineers with manufacturer Global Blade Technology recognized the niche market and so started the Affordable Blade Development program and launched it last year. “The program is aimed at turbine OEM’s who need an optimized, or nearly optimized, blade for their machine, but don’t have the volumes to support a traditional blade design and tooling program,” says company spokesman Dan Oberle. He says the company has a portfolio of four blades: 8, 14, 26-m long, and a 27 meter STAR blade, a recent development from Sandia National Labs.
The 14m unit is still in design and will be ready late second quarter although the company is taking orders now. That blade is to fill a void created when original manufacturer LM stopped producing a 13.4m blade. The 13.4 is more than 20 years old design so the replacement will be more modern, a newer design with newer manufacturing techniques and materials such as infused epoxy systems, engineered glass fabrics, as well as more advanced blade analysis.

“We estimate there are some 1,500 to 1,700 Zond Z-46s in the world. They are so solid and reliable that have outlived their blades,” he says. Zond started assembling them in 1996, so in 2013, the oldest have been in the field for 17 years.
The 14m blades fit many turbines approaching 20 years old. And because the blades are hard to find, a lot of salvage and trading among wind farm operators.
Designing new blades
Oberle says the company can provide an improved replacement blade. “We could do a direct replacement but there are better options. For example, the STAR, for Sweep-Twist Adaptive Rotor, was designed and validated by Sandia National Labs and would work well in the strong winds of a Class I region. But even in lighter-wind regions, Class II and Class III, it improves on energy capture by 12%. “The STAR is larger than the blade it replaces and has better aerodynamics. A Sandia report on the STAR from 2010 shows a performance increase from the greater swept area and its improved aeroelastic capability. One design goal was to improve torque in lower speed winds.
The STAR blade sports an in-plane sweep. “That is, it sweeps so the tip lags the rotation direction. The idea is that in a gust of wind, the curvature or sweep will twist and act as a pitching mechanism,” he says. So you can design it for a lower wind speed and lower loads. But when a gust comes, turbine controls need not pitch the blade. It just sheds the gust, so a sudden jolt of torque is not transmitted through the drive train. “We have the molds for the STAR blade. The design is ready to go with the manufacturing system is in place,” says Oberle. The old Knight and Carver Company built the prototypes that are still flying in California. GBT is preparing to build them today.
Manufacturing
The changes in blades over the last 15 years include improvements in aerodynamics, structural analysis, and manufacturing. Materials are stronger, lighter, and stiffer, than those previously used, especially the carbon fiber and new engineered glasssfibers, such as high-modulus H-glass and S glass.
“Twenty years ago, a blade was probably hand laid in a manufacturing process that took longer than today’s,” says Oberle. Hand layup processes were eliminated because of environmental and safety concerns, but the quality and productivity improve with infusion. Modern materials are infused epoxy or polyester by a vacuum process.”
This vacuum infusion is sometimes referred to as VARTM (Vacuum Assist Resin Transfer Molding). “In a nutshell, you layup all the dry material in the mold – lay the glass, along with core material, maybe carbon fiber, then you put a vacuum bag over the top, like in a giant zip-lock bag, and pull a vacuum on it to extract the air. Then let resin in at the top of the bag so it infuses through the entire mass. Let that set, put some heat on it, and soon it’s solid. Then you remove the bag and you have a cured blade half. The top and bottom of the blades are then joined with epoxies, polyurethanes or methacrylates.
Vacuum infusion provides a blade with a more consistent and more structurally reliable build, because at its center, materials are stronger, lighter, and stiffer, a combination that has provided better blades over the last 15 years. That translates into a weight savings which allows usings higher lift airfoils which yields higher performance and AEP. Engineers today have a better idea of the loads on a machine. “If you take out blade weight, you can add aerodynamic loads. Blades today have a higher power coefficient, from more aggressive airfoils,” says Oberle.
Carbon is gaining a wider audience, he adds. Vestas started with carbon fibers several years ago, and Gamesa followed suit. It is used mostly on spar caps, because the material provides good strength and stiffness at lower weight. “We are using H-glass in another blade for the same reason, it’s stiffer and lighter, hence, less is needed.” Thenhigh performance glass (technically known as S glass) come, from manufacturers such as OCV, PPG, 3BY, and AGY.
Although the price of carbon fiber is not coming down, the material opens new doors to other possibilities. “For instance, if I add tens of thousands of dollars in carbon in a blade, the carbon lets us design a blade to produce more power. And because we can improve the aerodynamics and capture more power, that value of that incremental power falls straight to the bottom line of the turbine. Consider a 20 year life and the carbon blade can easily pas for itself many times over.” So even though carbon is more expensive per kg than glass, it can make a more cost effective blade. WPE
How to start a blade company
 The company started when now CEO Jan Willem Van der Werff was working for a former renewable energy developer, Econcern. The company was dabbling in most everything renewable – solar, tidal, and a 5 MW offshore turbine called Darwind. Van der Werff was called on to develop the blades at a spinoff company with the intention of developing other blades for the wind market. But the world economy collapsed in 2008, forcing Econcern to dissolve and sell off its assets. The turbine company was sold to the Chinese firmc XEMC.
The company started when now CEO Jan Willem Van der Werff was working for a former renewable energy developer, Econcern. The company was dabbling in most everything renewable – solar, tidal, and a 5 MW offshore turbine called Darwind. Van der Werff was called on to develop the blades at a spinoff company with the intention of developing other blades for the wind market. But the world economy collapsed in 2008, forcing Econcern to dissolve and sell off its assets. The turbine company was sold to the Chinese firmc XEMC.
Van der Werff rallied his three-man team and began looking for new business, outside of the now traditional utility scale market, one of which they thought would be developing blades for older turbines. The team’s initial search began at AWEA’s WINDPOWER 2009 in Chicago. “All they had in their ‘booth’ was a banner – not evena table and chair,” says company spokesman Dan Oberle. But the effort paid off.
In addition to the home base in the Netherlands, were the company is building blades for European customers. The company now has operations to make other blades in India, Brazil, and Germany. The blades will be made at locations based on the local demands for that size. The GBT 14, for instance, is used primarily in India, but also has many applications globally. The good news for the 14 is that it is relatively easy to ship over long distances. The German facility is building a 52m blade, and Brazil will be building a 22m for a 900 kw machine.
Filed Under: Blades, Featured, O&M


