Bruce Neumiller • Founder • Gearbox Express • www.gearboxexpress.com

A repaired gearbox is not the same as a remanufactured one. Remanufacturing is a more involved effort. But the payoff is an upgraded unit more likely to survive longer than the gearbox it replaces.
There is no single reason why gearboxes fail prematurely, and that is often the most confounding aspect of such failures. An experienced and independent, remanufacturing supplier can look at the various failures by model and provide upgrades to mitigate these failures. As a gearbox-repair supplier, we believe that a gearbox failure in fewer than 10 years is premature.
Just a few problems
The most common reasons for wind-turbine-gearbox problems include:
- An extremely low service factor, close to 1 in most cases
- Site conditions, such as capacity factor, wind class, curtailment, and others
- Drivetrain chassis is not a rigid foundation which causes system misalignments and a changing gear mesh
- Load sharing of planets, and IMS (Intermediate Speed Shaft) assembly timing
- Dirty or water-contaminated lubrication
- 320 weight oil is not ideal for high-speed bearings. That weight is a compromise because it is sharing a common sump with the low-speed-planetary section.
- Transient loads lead to sudden accelerations and load-zone reversals.
- HSS and IMS bearings experience white etch and axial-crack phenomena
- HSS, IMS, Sun, and Planets are more susceptible to material related failures due to low safety factors. These are also know as rating elements, the weakest links, so to speak.
- Improper bearing settings cause uneven load sharing and high edge stresses
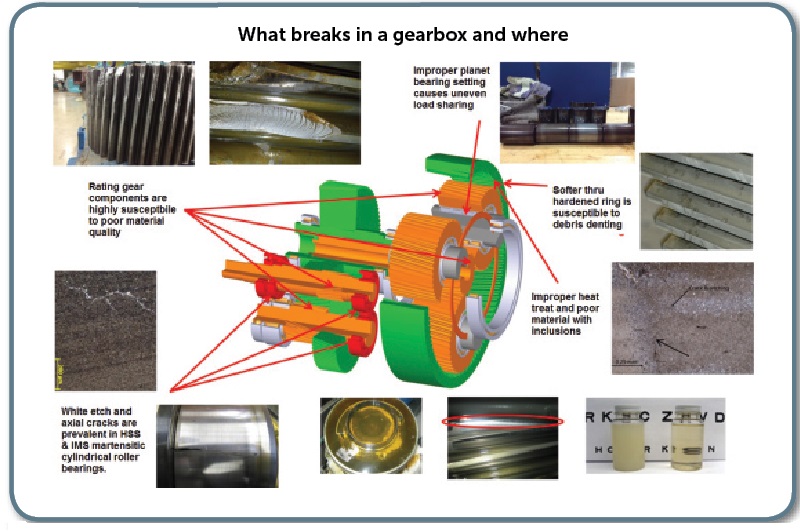
Gearboxes fail or many reasons such as too much water in the oil, a soft thru-hardened ring gear, and rating components that are susceptible to poor material quality.
- Softer thru-hardened ring gear is susceptible to debris denting
- Grinding temper
Repair it or remanufacture it?
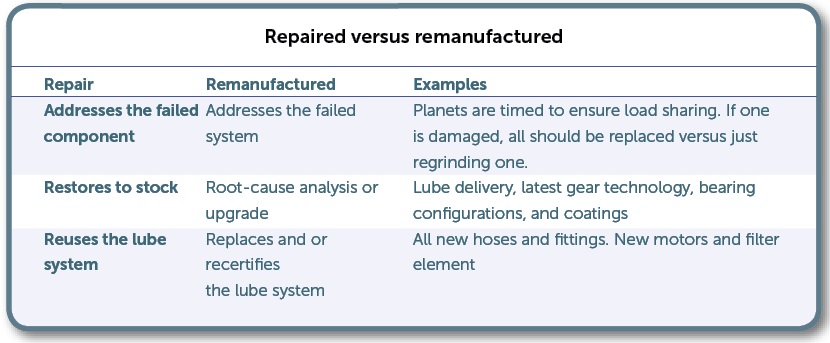
When selecting a remanufactured gearbox supplier, critically review each step of the repair and remanufacturing process. Some suppliers often cut corners, leading to disastrous results in a short period after re-entering service. Repair and remanufacturing are not the same. Repair means that a failed component is the only thing addressed. Remanufacturing requires reviewing the entire system and the contents within. The table Repaired versus remanufactured shows a few examples to highlight the differences.
When a supplier does not follow these guidelines, the risks to the turbine owners are significant. Reuse of the cooler core is a common example of cutting corners. Cooler cores are manufactured from aluminum. If there is a bearing failure or other debris-generating event in the original operation of the gearbox, those harder steel particles can become lodged in the aluminum cooler, and may release it at a later time, causing debris denting or other issues in the freshly repaired gearbox. Other items, such as bolts that see shear or high-speed shafts that have the highest cycle times in operation, should always be replaced with new.
 Certain gearbox models show design weaknesses that should be addressed during remanufacturing to prevent the same failures in the future. One example is the use of a four row, cylindrical bearing with a through hardened race in the planet gears. This is not the optimal bearing configuration for the application. When remanufacturing a gearbox of this design, it is highly advantageous to use a case carburized inner race bearing with coated rollers. In addition, altering clearance across the individual rows will optimize the load sharing, thereby allowing for a longer performing bearing. This can also prevent common case-crack failures due to debris that collects in the bottom of the gearbox from a wearing planet bearing. In addition to this specific planet-bearing upgrade, it is also necessary to use case carburized and coated bearings in the high speed and intermediate positions. These simple upgrades can greatly enhance the overall performance of the gearbox, leading to significant life extension.
Certain gearbox models show design weaknesses that should be addressed during remanufacturing to prevent the same failures in the future. One example is the use of a four row, cylindrical bearing with a through hardened race in the planet gears. This is not the optimal bearing configuration for the application. When remanufacturing a gearbox of this design, it is highly advantageous to use a case carburized inner race bearing with coated rollers. In addition, altering clearance across the individual rows will optimize the load sharing, thereby allowing for a longer performing bearing. This can also prevent common case-crack failures due to debris that collects in the bottom of the gearbox from a wearing planet bearing. In addition to this specific planet-bearing upgrade, it is also necessary to use case carburized and coated bearings in the high speed and intermediate positions. These simple upgrades can greatly enhance the overall performance of the gearbox, leading to significant life extension.
Uptower repairs

The remanufactured gearbox shows its low-speed shaft, intermediate-speed shaft, and the high-speed shaft.
There is significant focus in the field regarding uptower repairs to wind turbine gearboxes. There is certainly a time and place for performing uptower repairs. However, great care must be taken to ensure there is no future reduction in gearbox life as a result of the uptower work. Generally, the most common type of uptower repair replaces the HSS (high speed shaft) and IMS (intermediate speed shaft) bearings. It is possible with today’s technology to effectively, and correctly, replace these bearings. That said, owners should take time to develop their scope of work to ensure apples-to-apples comparison across the different service providers. At a bare minimum, owners should ask for quality documentation that verifies the proper axial float has been achieved.
Uptower gearing replacement is more difficult and has higher probability of future problems than a simple bearing replacement. It is vitally important to assess the overall health of the planet section prior to performing an uptower repair. If the planet section shows any wear at all, it is time to remanufacture of the gearbox down tower. The planetary section in a wind-turbine gearbox, more specifically the planet bearings, is the rating element. Ultimately a failed planetary section will be the end of the gearbox. If the planet bearings are already wearing, and debris and dirt is introduced to the gearbox during an uptower repair, the planet bearings may fail much more rapidly.
Load testing

The test stand consists of a large motor (left) that drives a speed reducer to duplicate the torque and speed of a turbine rotor. The green gearbox is being run in at several speeds. The blue load cell on the right stands in for a generator. Before a gearbox returns to the field, it should be run in, in a measured way. This properly seats the new components.
Another consideration, load testing, cannot happen when a gearbox is in a turbine. One of the premier providers of uptower repairs installs its condition monitoring equipment after its crews perform an uptower repair to monitor the gearbox and ensure it is operating properly.
When this is not an option, we recommend taking an oil sample upon recommissioning, running the turbine at reduced power for a few weeks, and taking another sample to look for anomalies. It’s important that whoever is performing this work has the correct tools and training, and that case-carburized bearings with coated rollers are used to maximize the performance of the gearbox after the repair is complete.
Load testing a gearbox after it is remanufactured to full load should be an absolute requirement. Several reasons for performing a full load test include ensuring that the remanufactured gearbox was assembled correctly, and wearing in gear components while filtering out particulates that may be present as a result of the manufacturing process. Even though wind quality gearing is some of the highest quality produced today, there are surface asperities present that must be filtered out. The basic process of performing a full load test runs the gearbox to various load stages while using a live particle counter on the lubrication system and filtering the lubricant to a specific cleanliness level. Once the correct particle levels are reached, the test can move to the next load stage.
Another critical process that takes place on the test stand checks for accurate gear meshes. This is done by first coloring gear teeth with a dye and inspecting the wear pattern after a period.
However, only the high speed gear set in a wind turbine gearbox is visible, so vibration analysis must be used to check all gear meshes, including the visible and nonvisible gearing. Because gear profiles are used to optimize load sharing across the entire operating duty cycle, it is essential to take these vibration measurements to peak power to ensure the mesh is accurate.

One way to check for an accurate gear mesh coats the gear teeth with a dye, runs the gearbox for a period, and examines the wear patterns in the dye.
Upon completion, and assuming satisfactory results are achieved on the test stand, the owner can be assured of a remanufactured gearbox that can be re-installed in the turbine with confidence of future performance.
Lastly, an important consideration for selecting a supplier for gearbox remanufacturing is the term and length of the warranty. Some service providers, such as Gearbox Express, offer significantly longer than standard warranties that cover all costs associated with removal and reinstallation should there be an issue under warranty. To an owner, this may represent as much as $150,000 versus a parts-only type of warranty.
Selecting the proper supplier for remanufactured gearboxes is a critical decision that should not be taken lightly. It is imperative that the supplier understands the pluses and minuses of each and every make and model of wind turbine gearbox. Once understood, applying the correct mix of technology and knowledge can create a remanufactured gearbox that is significantly better than the original design. WPE
Filed Under: Featured, Gearboxes, O&M


