Welding a turbine tower is a specialized task that deserves more than general-purpose electrotrodes. Lincoln Electric has recognized the need and after some development recommends several electrodes and fluxes.
 Wind-tower fabrication demands welds with high impact toughness for harsh environments. The company’s family of submerged arc consumables has over 10 flux and electrode combinations capable of exceeding these requirements. The company says its 70 years experience in submerged arc consumable design and manufacture helps make its flux and electrodes industry leaders in wind tower welding equipment.
Wind-tower fabrication demands welds with high impact toughness for harsh environments. The company’s family of submerged arc consumables has over 10 flux and electrode combinations capable of exceeding these requirements. The company says its 70 years experience in submerged arc consumable design and manufacture helps make its flux and electrodes industry leaders in wind tower welding equipment.
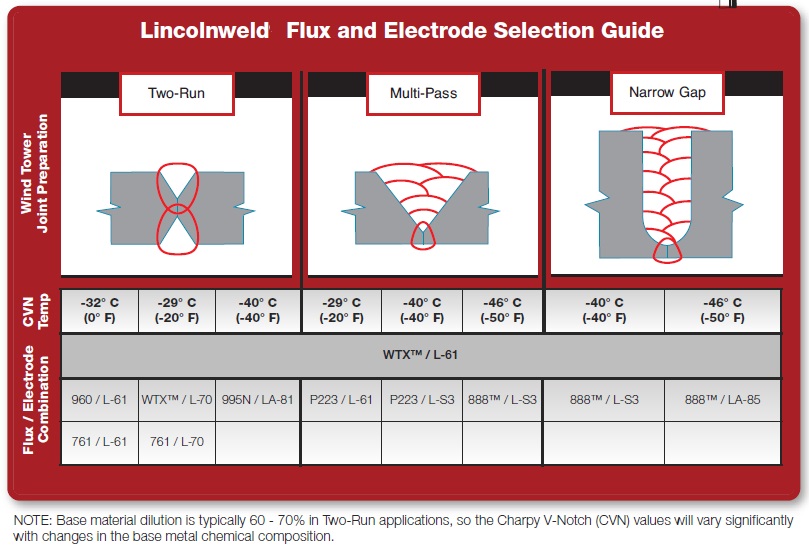
Wind tower consumable selection guide
Lincoln Electric says it has over 70 years experience in submerged arc consumable design and manufacture, which helps make Lincolnweld flux and electrode the industry leader in wind tower welding solutions. Wind tower fabrication demands welds with high impact toughness in harsh environments. The company’s family of submerged arc consumables has over 10 flux and electrode combinations capable of exceeding these requirements.
Lincolnweld wind tower solutions
The use of the terms low, medium, and high in these electrode descriptions are in the context of the AWS classifications.
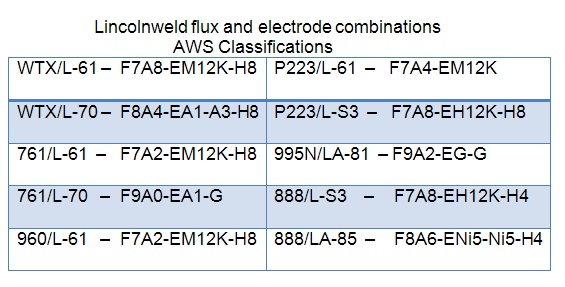 Lincolnweld L-61 – AWS EM12K – is a low carbon, medium manganese, low silicon, general-purpose electrode. This product is a popular low-cost choice for wind tower applications.
Lincolnweld L-61 – AWS EM12K – is a low carbon, medium manganese, low silicon, general-purpose electrode. This product is a popular low-cost choice for wind tower applications.
Lincolnweld L-S3 – AWS EH12K – is a low carbon, high manganese, medium silicon electrode for use with the Lincolnweld 800 series of neutral fluxes. It is capable of producing impact properties exceeding 27J (20 ft-lb) at -62°C (-80ºF) when used with Lincolnweld 888 neutral flux.
Lincolnweld LA-85 – AWS ENi5 – is a nickel-bearing electrode with 0.2% molybdenum and for use on wind-tower applications. It is capable of exceeding 480 to 550 MPa (70 to 80 ksi) tensile strength in the as-welded and stress-relieved conditions with Lincolnweld 888.
Lincolnweld L-70 – AWS EA1 – is a low carbon, medium manganese, low silicon, 0.5% molybdenum electrode for single or multiple pass welds. This electrode is a standard choice for two-run or limited pass wind tower welding applications.
Lincolnweld LA-81–EG – is a low carbon, medium manganese, low silicon, 0.5% molybdenum electrode containing small additions of titanium and boron for improved fracture toughness. It is generally used in two pass applications or as a back bead on multiple pass welds. This electrode works well on critical two-run welds in the most demanding tower applications.
Lincolnweld submerged arc flux
Lincolnweld WTX is a neutral flux that meets specific requirements of wind-tower-welding applications. It is recommended for use with
Lincolnweld L-61 electrode on both longitudinal and circumferential seam welds. The combination of Lincolnweld L-61 and WTX is capable of exceeding the mechanical property requirements specified for cold weather, wind-tower applications.
Lincolnweld 761 is a manganese alloying and carbon reducing flux with superior crack resistance. It is recommended for limited pass welding with Lincolnweld solid electrodes. Select this flux when the application calls when necessary to produce excellent bead appearance with Charpy V-Notch results exceeding 27J (20 ft•lbf) at -29°C (-20°F).
Lincolnweld 960 is a low cost, general-purpose flux designed for single pass butt welds, such as longitudinal and spiral seams on pipe. It is recommended for automatic and semiautomatic submerged arc welding.
Lincolnweld P223 is an industry standard for welding wind towers. It is recommended for two-run welding applications, but can also be used in multiple pass welding because it is neutral. Select this flux when the application calls for fast freezing slag characteristics.
Lincolnweld 995N provides outstanding operability on single-pass butt welds such as longitudinal and spiral seams on pipe. Select this flux when the application calls for wind-tower applications requiring impact toughness in excess of 27J (20 ft-lb) at -40°C (-40°F).
Lincolnweld 888 is a basic flux for use in critical wind tower applications. It is recommended for joining mild steel and low alloy steels in as-welded and stress-relieved applications, typical of the offshore wind tower and structural fabrication industries. Select this flux when the application calls for low diffusible hydrogen levels and exceptional deep groove slag removal.
Lincoln Electric
www.lincolnelectric.com
Filed Under: Construction, News, Offshore wind, Towers



